

От чего зависит качество самодельной вагонки
Работать с пиломатериалами намного сложнее, чем с металлом. В природе не существует двух полностью одинаковых досок, не говоря уже о различных свойствах мягких и твердых пород. Металл же не имеет сучков, не впитывает влагу, не имеет пороков развития и т. д. А эти показатели оказывают влияние на технологию обработки. Промышленное оборудование позволяет намного упростить процесс за счет большой массы станков, точности регулировок, стабильной механической подачи и прочного прижатия.
В домашних условиях все параметры резания нужно соблюдать самостоятельно и оперативно изменять их в зависимости от особенностей доски и возможностей станка. О чем следует помнить?
Обращайте внимание на расположение волокон, никогда не обрабатывайте пиломатериалы «против шерсти».
Следите за состоянием подшипников. Малейшее биение непременно скажется на шероховатости поверхностей
Как только обнаружится, что вал станка немного шатается – подшипник нужно срочно менять или, при возможности, регулировать
Десятые доли миллиметра вибрации заметно ухудшают конечное качество.
Исправность режущих инструментов – одна из важных составляющих чистоты поверхности. Пилы и фрезы должны быть острыми. Если вы изготавливаете фрезы самостоятельно, то используйте только прочные марки инструментальной стали. Геометрия всех фрез должна быть одинаковой. В противном случае некоторые из них не будут работать, а это очень нежелательное явление.
Точно выставляйте фрезы, не спешите. Неопытному мастеру выставить сразу все фрезы очень сложно, не расстраивайтесь. Потеряйте больше времени, но добейтесь желанного результата. Потерянное время в дальнейшем с избытком окупится.
Чем больше фрез, тем лучше. Если головка позволяет устанавливать четыре, то так и поступайте, не работайте с двумя. Четыре фрезы немного увеличивают время установки, зато потом станок работает больше времени – они меньше тупятся.
Всегда пользуйтесь полностью одинаковыми клиньями для фиксации ножей. Даже небольшие различия в массе становятся причиной вибрации головки. Вибрация не только ухудшает качество обработки, но и становится причиной быстрого износа подшипников, повышает риск получения травм.
Соблюдайте режимы резания пиломатериалов
Это очень важное условие. К режимам резания относится число оборотов вала, количество режущих плоскостей, скорость подачи и угол заточки. Говорить на эту тему можно очень долго, режимы резания имеют огромное количество вариантов
Начинающим мастерам нужно хоть немного ознакомиться с теорией, а в дальнейшем все зависит от умения практически учиться и желания работать с деревообрабатывающими станками.
Перед подачей доски на станок осмотрите ее, выберите оптимальное направление резания с учетом особенностей поверхностей, наличием и видом сучков и иных дефектов.
Готовую вагонку складываете ровными штабелями, не ставьте ее вертикально, не разбрасывайте по всей мастерской. Чистота и порядок – свидетельство профессионализма мастера
Говорить на эту тему можно очень долго, режимы резания имеют огромное количество вариантов. Начинающим мастерам нужно хоть немного ознакомиться с теорией, а в дальнейшем все зависит от умения практически учиться и желания работать с деревообрабатывающими станками.
Перед подачей доски на станок осмотрите ее, выберите оптимальное направление резания с учетом особенностей поверхностей, наличием и видом сучков и иных дефектов.
Готовую вагонку складываете ровными штабелями, не ставьте ее вертикально, не разбрасывайте по всей мастерской. Чистота и порядок – свидетельство профессионализма мастера.
Если мало опыта, то вход/выход доски может быть бракованным из-за незначительного изменения направления движения и непараллельности с линейкой. Имейте это в виду во время определения длины вагонки, делайте запас по длине.
При соблюдении вышеперечисленных рекомендаций, пользоваться шлифшкуркой для окончательной подгонки поверхностей не нужно. Помните, что только дилетанты так изготавливают вагонку, что ее потом приходится долго и нудно вручную шлифовать.
Фрезы, пригодные для изготовления вагонки ручным фрезером

Независимо от класса инструмента, то есть профессионального или любительского ручного инструмента, в нем используются исключительно торцевой вид фрез. На одном из ее концов находится цанга (хвостовик) диаметром 8 либо 12 мм для жесткого захвата патроном, а на другом – непосредственно профильный резец шириной до 50 мм. Качество изготовления самих фрез и срок службы режущего инструмента зависит в первую очередь от марки стали резца и от производителя. Модели известных брендов всегда оснащаются только прочными марками инструментальной стали.
Важно! При изнашивании режущая часть фрез в большинстве случаев подлежит переточке, но не более четырех раз. Резцы и вышедшие из строя подшипники продаются в специализированных магазинах. Все фрезы для выборки древесины принято делить на две основные группы: кромочные и пазовые
Продают их как отдельно, так и в составе наборов. Кромочные резцы легко отличить от прочих по характерному признаку – наличию подшипника перед резцом. Есть универсальные фрезы – это полезно иметь в виду при однотипных операциях – например, в случае изготовления вагонки. Стоят они чуть дороже одиночных моделей, но позволят вам сэкономить больше времени на производство за счет уменьшения количества проходов
Все фрезы для выборки древесины принято делить на две основные группы: кромочные и пазовые. Продают их как отдельно, так и в составе наборов. Кромочные резцы легко отличить от прочих по характерному признаку – наличию подшипника перед резцом. Есть универсальные фрезы – это полезно иметь в виду при однотипных операциях – например, в случае изготовления вагонки. Стоят они чуть дороже одиночных моделей, но позволят вам сэкономить больше времени на производство за счет уменьшения количества проходов.
Для чего нужны фрезы?
Для того чтобы обшить стены, вам будет недостаточно одних только специальных досок, в дополнение к ним вам нужно будет приобрести ручной фрезер, а также насадки для него – фрезы. Фреза – это специальная насадка для инструмента, имеющая любую форму, на которую нанесены зубчики, при вращении оказывающие механическое воздействие на предмет. С помощью этих зубчиков можно отрезать различные предметы, обрабатывать их, шлифовать и так далее.


На современном рынке имеется огромный выбор различных насадок, основные из них:
- концевые;
- кромочные;
- цилиндрические;
- дисковые.
Концевые
Концевые фрезы по дереву во многих случаях имеют цельную конструкцию, составные типы встречаются редко. Работают такие насадки в основном по принципу нагрузки, производимой на древесину боковой кромкой. Помимо формирования соединений на досках, концевые фрезы могут быть использованы для обработки торца, а также для создания сложных узоров на древесине.


Кромочные
Этот вид фрез является самым популярным у мастеров своего дела, эти насадки предназначены для формирования кромки доски. Благодаря особенностям своего строения кромочные фрезы могут создавать кромку различной замысловатости, не уходя глубоко в древесину.


Цилиндрические
Такой вид подразделяется на несколько типов:
- конические – используются для создания резьбы на древесине;
- спиральные – нужны для изготовления кромки доски;
- пазовые – предназначены для создания пазов разных форм и видов.


Дисковые
Они являются самыми удобными для создания и обработки облицовочных досок (вагонки).
Дисковые фрезы используют для разных целей:
- для обработки вагонки;
- для обработки филенки;
- для обработки и шлифовки камня;
- для металла;
- специализированные насадки для различных деревянных изделий.
Фрезы для ручной работы с вагонкой, в свою очередь, делятся на 3 вида:
- бесподшипниковые;
- подшипниковые;
- кромочные.


При изготовлении самой доски вам понадобятся подшипниковые или кромочные фрезы, при детальной обработке подойдут бесподшипниковые насадки, для которых необходимо будет приобрести специализированное оборудование.
Вагонка представляет собой специальную доску, у которой на одной стороне находится паз, а на другой – шпунт. Поэтому понадобится две разновидности фрез, функция каждой из них будет предназначена именно для обработки доски с одной стороны. Различием фрез может являться диаметр хвостовика, от величины которого зависит мощность, необходимая для их применения.

Каждая дисковая фреза имеет стандартную конструкцию, она состоит из:
- основой насадки является ось, на которую фиксируется вся основная часть;
- сверху на ось крепятся два диска, на которых расположены режущие ножи;
- в дисках находится подшипник.

Разновидности наборов
Для изготовления евровагонки – включает в себя блоки сменных многогранных ножей для обработки дерева из твердых и мягких пород. По сравнению с обычным штилем, евровагонка требует формирования зазоров между досками, а также более чистой обработки поверхности. В связи с этим инструмент для евровагонки изготовляется из быстрорежущей стали с напайками из твердосплавного металла.
Наборы для работы с хвойными (ель, сосна, лиственница, кедр) и твердолиственными породами (дуб, ольха, липа) являют собой комплекты фрез с бланкетными ножами из стали HM, когда работа ведется на четырехсторонних и универсальных фрезерных станках.
Фреза с гидрозажимной системой – такой набор предназначен для наивысшей точности при позиционировании инструмента на станке и повышении его производительности. Скорость подачи заготовки при использовании подобных комплектов увеличивается до 54 м/мин.
Набор монолитных фрез для работы на универсальных и четырехсторонних станках – необходим там, где производится вагонка из дорогостоящих и твердых пород дерева.
Для продления срока службы фреза подлежит регулярной очистке от смолы. Не рекомендуется работать с тупыми ножами. Заточка затылованной фрезы производится по передней грани точильными камнями СМ1 СМ2, зернистостью А25 или А35. Заточку твердосплавных фрез выполняет алмазный круг.
Как выбрать
Любые покупки на рынке могут привести к различному результату. Когда фрезы для дома приобретаются вне магазина инструментов, то качество ручной фрезы для вагонки будет сложно определить.
Но есть способ, как не купить очень «сырой» сплав. Если продавец не будет возражать, нужно провести напильником по боковой части фрезы, когда на поверхности остаются следы, то это значит, что твердость материала низкая. Должно быть 58-62 HRC (метод Роквелла – по определению твердости материалов). Это значение может быть указано на хвостовике, если его там нет, то уже должны возникнуть подозрения.

Фрезы для вагонки и их применение
На досуге всегда хотелось бы заняться чем-то полезным для себя и некоторые тратят это время на отделку своего дома или квартиры, ведь творчество всегда приносит радость. Один из вариантов – это самостоятельное изготовление облицовочного материала, для которого понадобятся фрезы для вагонки на ручной фрезер.
Сделать самому деревянные панели, чтобы обшить ними комнату – это очень интересно и увлекательно.

Пальчиковые фрезы для изготовления вагонки ручным фрезером
Изготовление вагонки ручным способом

Фрезы для ручного фрезера для изготовления вагонки и других изделий. Большой набор
Ручные фрезы по дереву можно подразделить на подшипникоые (или кромочные) и безподшипниковые. Первые применяются для изготовления вагонки, а вторые используются для разовой обработки какой-либо детали, но для них нужно вспомогательное оборудование.

Пазовые галтельные фрезы
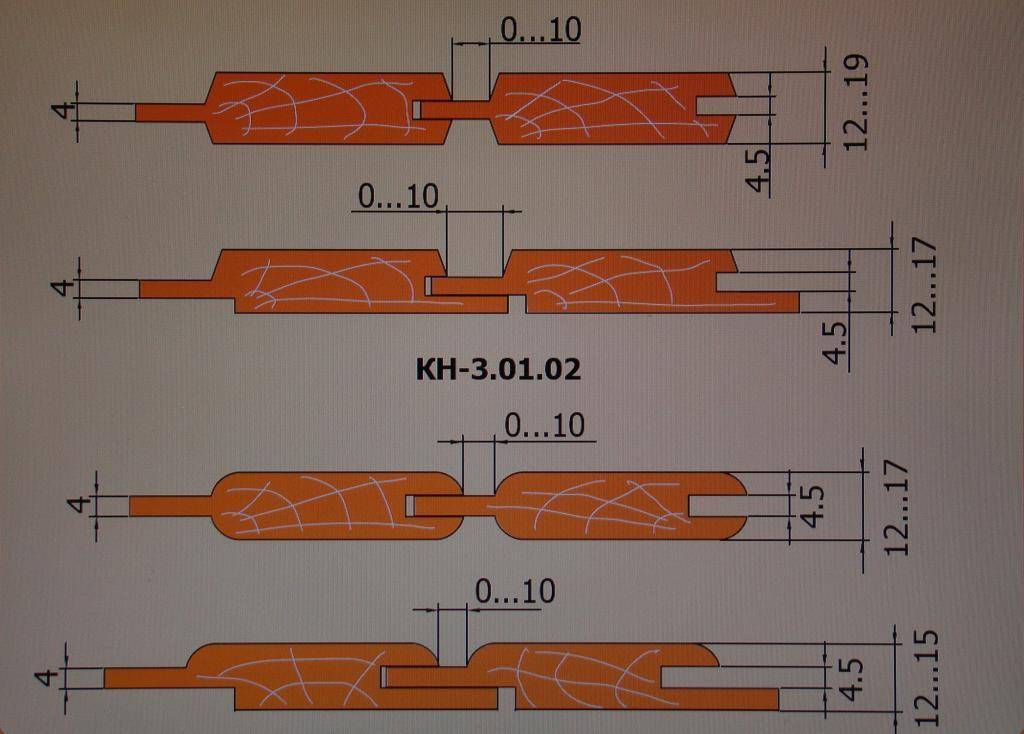
Фрезы для изготовления вагонки для ручного фрезера могут иметь соотношение диаметра (D) к радиусу (R) паза на панели: 9,5-4,8 мм, 12,7-6,35 мм, 15,8-7,9 мм и 199,5 мм. Диаметр хвостовикаика при этом останется 8 мм. Для вагонки такие фрезы использовать можно, но неудобно.




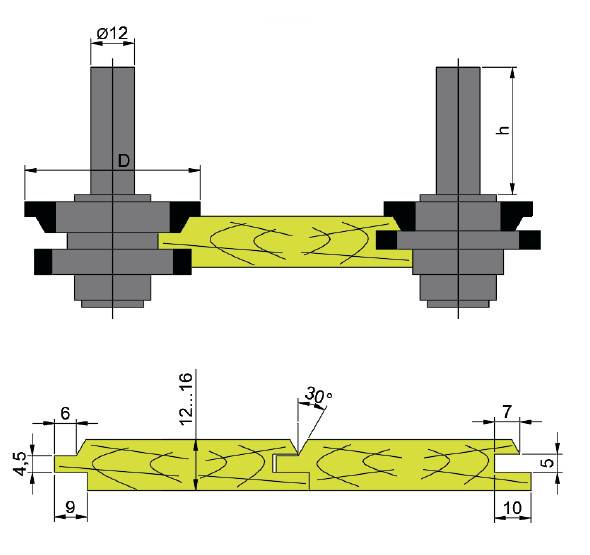
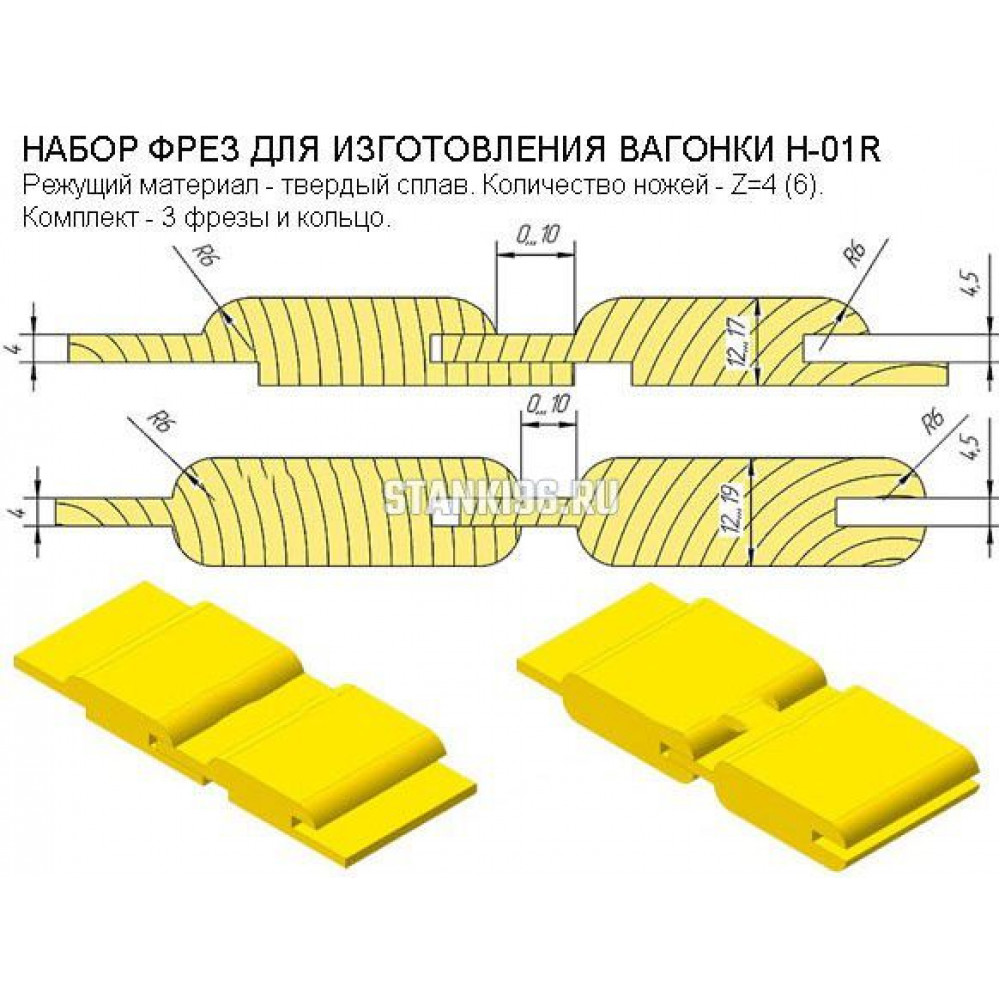
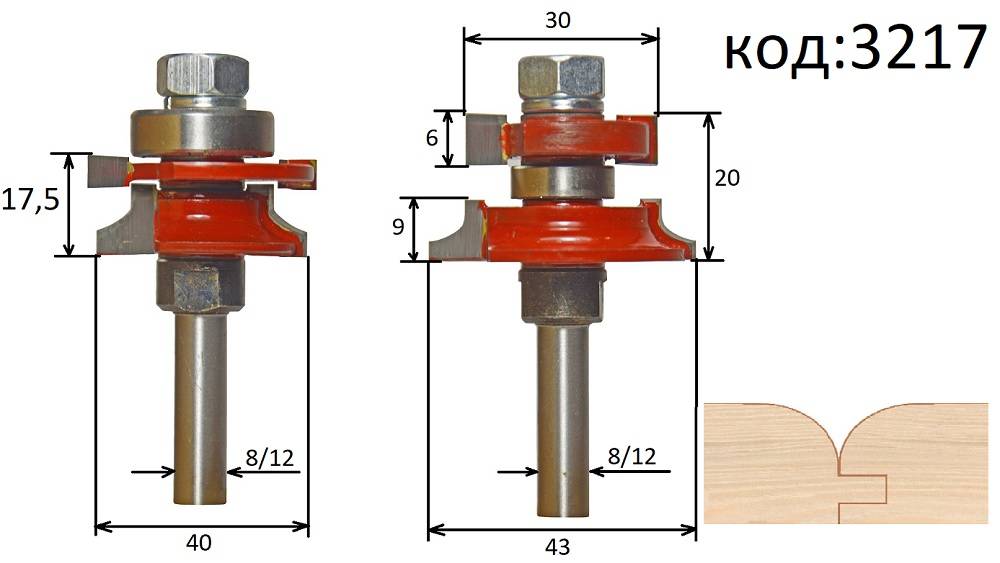
Универсальные фрезы для изготовления вагонки
Такая фреза для вагонки, как на фото вверху может использоваться как с ручной фрезерной машинкой, так и с фрезерным станком, который укомплектован цангами. Диаметр фрез в данном случае 50 мм и 35 мм — соответственно при диаметре хвостовика 8 мм.

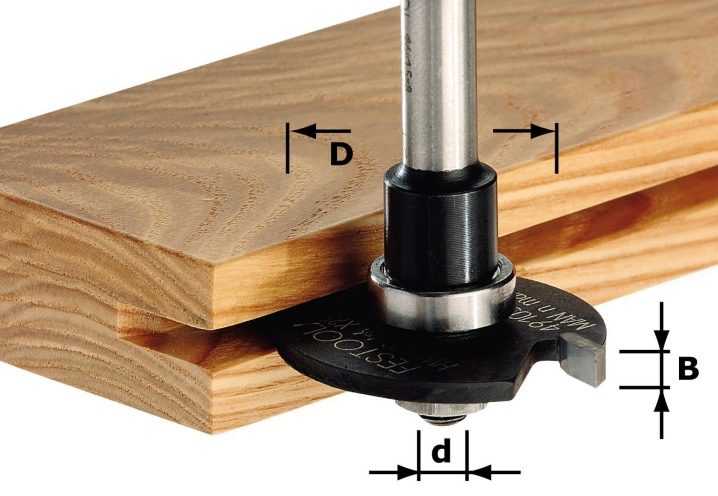
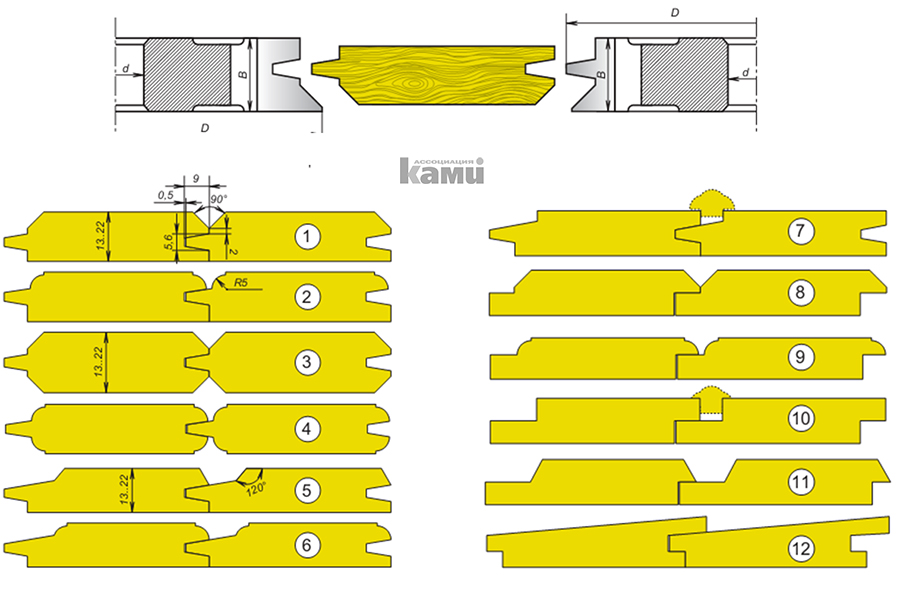
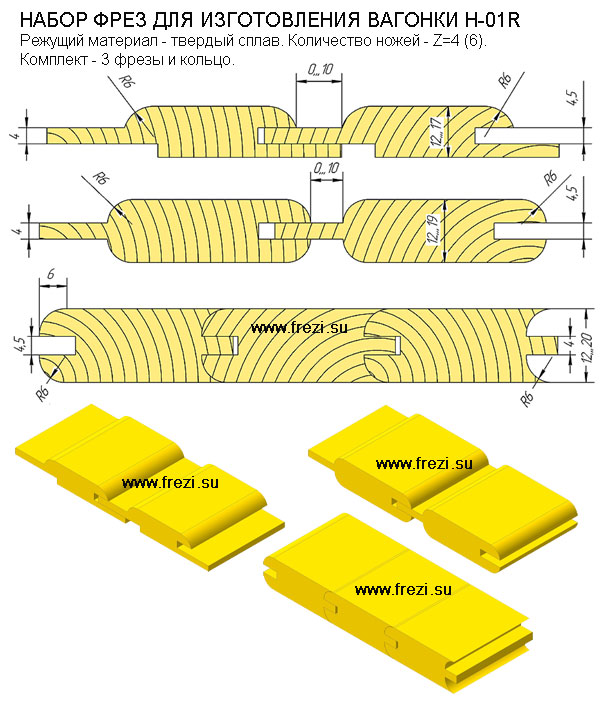
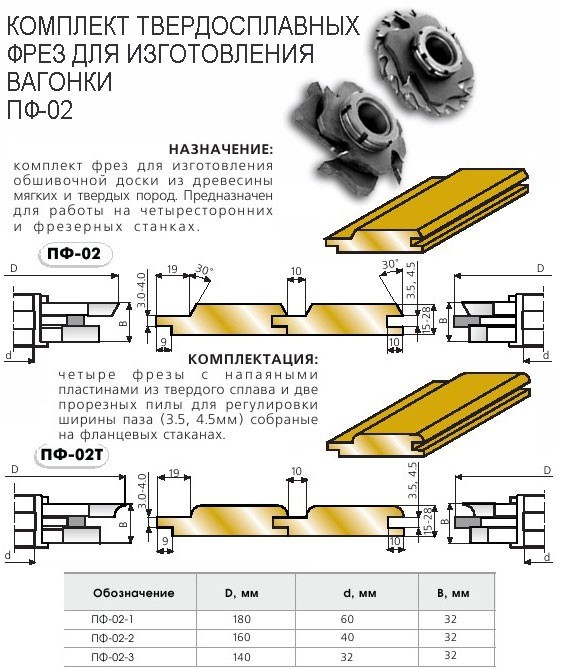
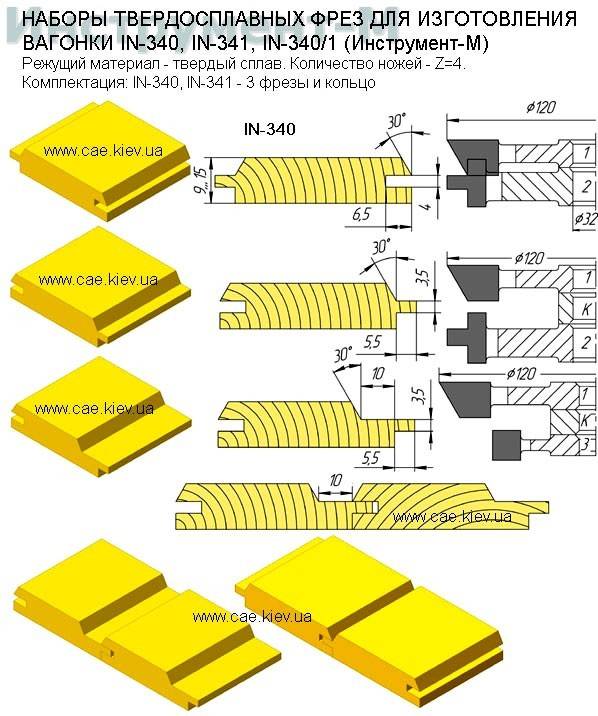
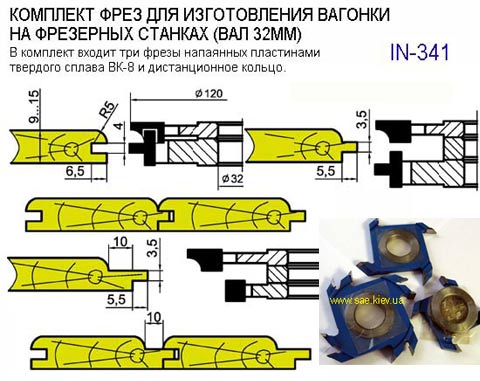
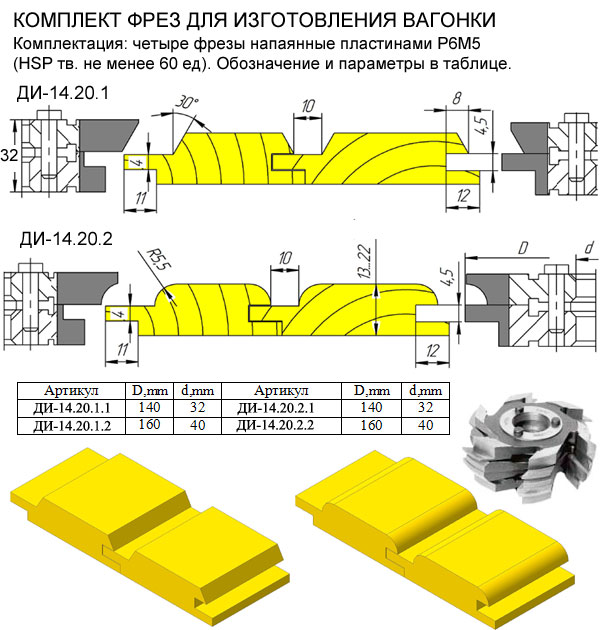
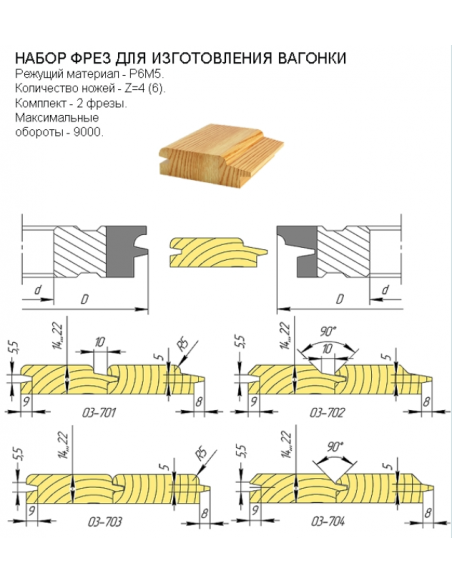
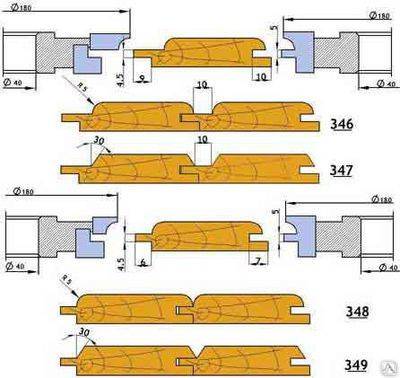
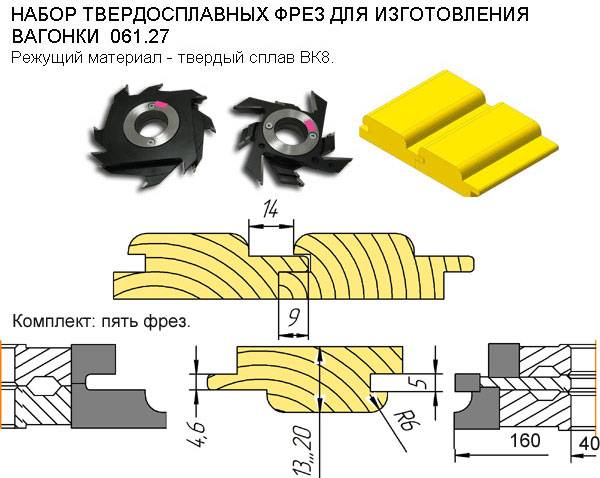
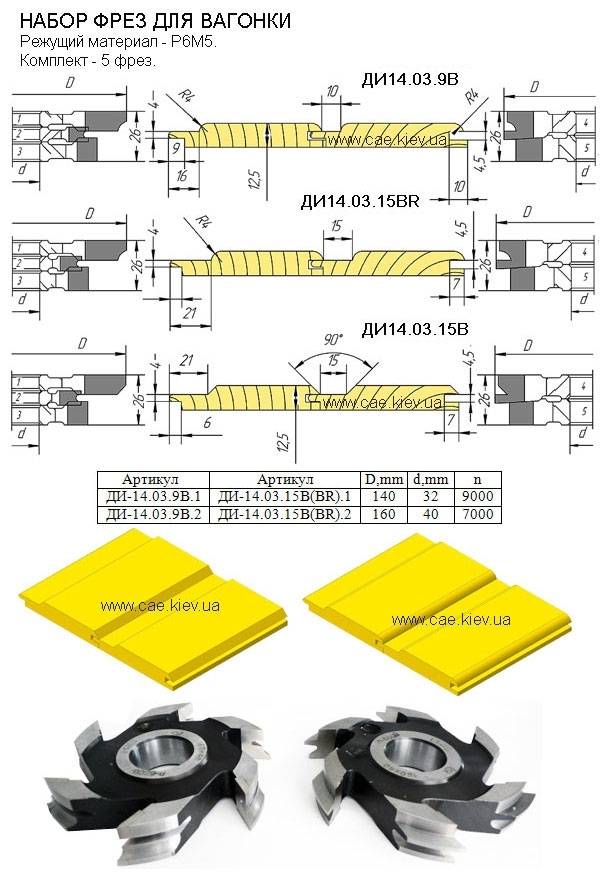
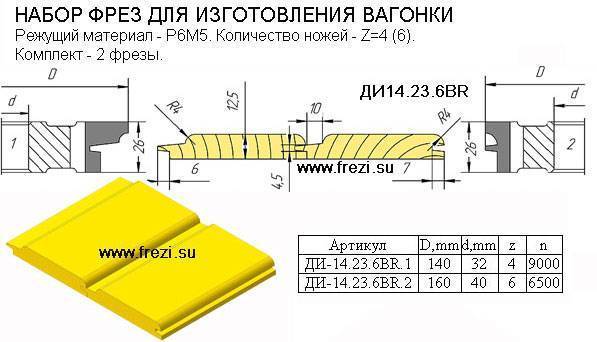
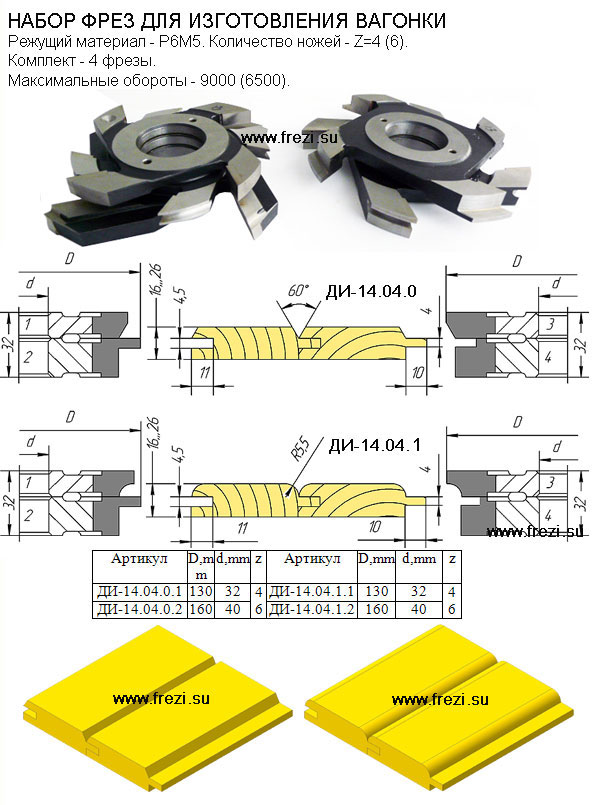
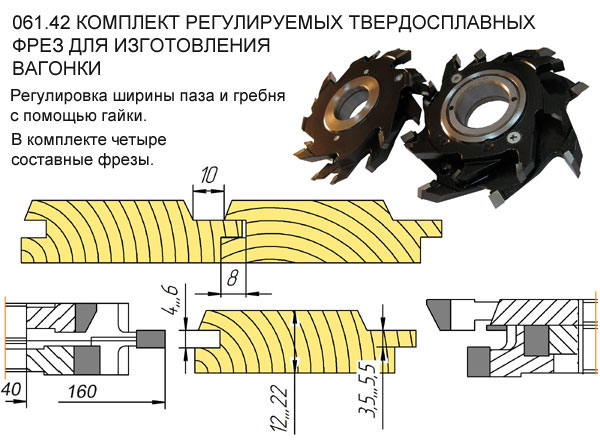
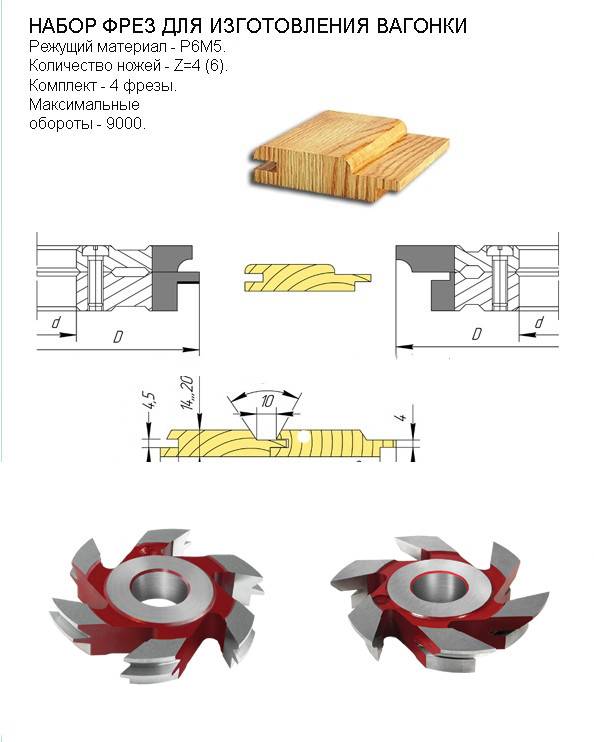
Насадные фрезы для изготовления вагонки
Такая фреза для изготовления вагонки позволит сделать панели с любым видом шпунта. Самое основное – правильно настроить станок и подобрать размеры фрез по глубине и диаметру.
Изготовление вагонки

Выровняйте одну сторону доски
Для изготовления вагонки своими руками вам нужно сделать ровные фугованные заготовки из необрезной доски. В первую очереди делаете срез по одной стороне, а затем определяетесь с шириной будущей панели.

Устанавливаете линейку на нужную ширину
Для определения ширины обратите внимание на все имеющиеся у вас доски, чтобы панели получились одинаковыми. Конечно, строгая инструкция с указаниями здесь отсутствует, но самый оптимальный размер доски будет от 7 то 10 см

При фуговании досок будьте очень осторожны, потому что большинство травм плотники получают именно при этом процессе. Руку или палец здесь, конечно не отрежет, но раны очень кровоточат и долго заживают, хотя в первый момент даже не чувствуется боль. Чтобы толщина всех досок получилась одинаковой – считайте количество проходов по фрезе – миллиметровой точности вы, конечно, не добьётесь, но разницу никто не заметит.
Совет. Для обработки лучше выбирать доски не более 2м длиной, так как более длинные сложно удерживать и размеры получаются неточными. Также более короткие доски будет легче обрабатывать ручным фрезером.

Вагонка с пазами по обе стороны соединяется тонкой рейкой
При спиливании обзола иногда остаётся довольно много дерева и его не следует выбрасывать. С этих отходов можно напилить тоненьких реек для соединения, а вагонку сделать с пазами по обе стороны.

Выпиливание паза фрезой
Когда доска обрезана и фугована, вам остаётся сделать шип и паз, то есть шпунтовать её по периметру. Устанавливаете фрезу на станок и, опуская или поднимая стол, регулируете глубину паза. Линейку придвигаете на нужное расстояние и следите за тем, чтобы во время обработки доска всегда была плотно прижата к её кромке.
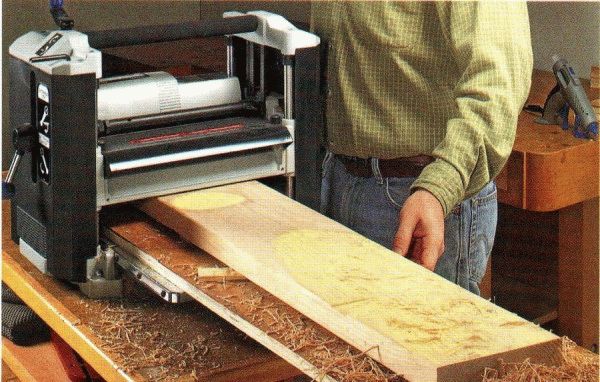
Обработка доски на рейсмусе
А как сделать вагонку ручным фрезером, ведь до этого мы обращали внимание на пусть и переносной, но всё же станок. Для этого понадобится калиброванная доска, а такую уже не сделаешь ручным способом – её только нужно пропускать через рейсмус
Работа ручным фрезером
Гребень делают торцевой фрезой, а его ширина регулируется шайбами, но при этом очень важно, чтобы толщина была не менее 4 мм, потому что более тонкий будет отламываться. Но делая такие полочки, желательно, чтобы их захватил кляймер, а он возьмёт не более 6 мм.
Затем филёнчатой фрезой снимите остаток вверху, но при этом позаботьтесь, чтобы прямой участок был не менее 5 мм. Изготовление вагонки ручным фрезером, вернее, другая сторона, делается так же, только фаска филёнчатой фрезой снимается меньшего размера.
Изготовление вагонки ручным фрезером, вернее, другая сторона, делается так же, только фаска филёнчатой фрезой снимается меньшего размера.
Монтаж своими руками
Прежде чем приступить к монтажу, необходимо просушить вагонку. Это займет несколько недель. Но зато потом вы не будете беспокоиться, что произойдет деформация материала.
Если просушка проходила не внутри помещения, где будут проходить отделочные работы, материалу нужно сутки для адаптации к внешним условиям. После того, как эти рекомендации выполнены, можно приступить непосредственно к облицовке.
Полотно вагонки имеет шип с одной стороны и паз — с другой. Последний при монтаже должен располагаться внизу. Это необходимо, чтобы скапливаемая влага не попадала в конструкцию.
Внутренняя отделка дома вагонкой может проводиться как от потолка, так и от пола. Но все же желателен первый вариант. Хотя подрезку в дальнейшем можно скрыть с помощью плинтуса.
Рейки могут закрепляться скрытым способом с помощью кляймера, так и напрямую, прибивая на гвозди к рейкам обрешетки. Первый вариант более эстетичный.
Видео — внутренняя оббивка загородного дома:
Покрытие лаком или покраска
Чтобы придать внутреннему убранству законченный вид, необходимо покрыть вагонку лаком или покрасить. В чем же отличие этих процедур? На каком составе следует остановиться?
За основу лаков берется несколько компонентов. От них зависит внешний вид и применение. Лаки бывают:
- Акриловые;
- Полиуретановые;
- Алкидные;
- Акрилово-полиуретановые;
- На водной основе.
Видео — покраска древесины:
Акриловый лак быстро сохнет. Он подойдет как для внутренней, так и для внешней работы. Лак не боится влаги и высоких температур. В продаже имеется много цветов и оттенков. Такую поверхность будет легко отмыть от скапливающейся пыли и грязи.
Алкидные лаки очень долго сохнут. Чтобы ускорить процесс можно применить специальный раствор, как раз предназначенный для этой цели.
Еще одним недостатком является неприятный резкий запах. Его очень сложно выветрить из помещения.
Достоинством является то, что после покрытия он образует защитную пленку от влаги.
Цена на такой лак выше, но и по свойствам он гораздо безопаснее и функциональнее остальных категорий. Поверхность, покрытая таким составом очень проста в уходе.
Стоимость работ
Отделка вагонкой внутри дома – дело незамысловатое. Она не требует особых навыков и годов обучения. Эту процедуру вы можете произвести и самостоятельно.
Но если из-за каких-то обстоятельств или по иным причинам, вы не можете выполнить эту работу сами, можно нанять бригаду профессионалов.
Средние расценки по обшивке помещения внутри составляют 350 рублей за кв.м. Это в первую очередь зависит от сложности работы, объемов и помещения. Черновая отделка подсобных помещений будет дешевле.
А вот за работу по отделке по неровной поверхности придется выложиться! Средняя цена на сам материал составляет от 8 до 12 тысяч рублей за куб. м.
Для чего нужны фрезы?
Для того чтобы обшить стены, вам будет недостаточно одних только специальных досок, в дополнение к ним вам нужно будет приобрести ручной фрезер, а также насадки для него – фрезы. Фреза – это специальная насадка для инструмента, имеющая любую форму, на которую нанесены зубчики, при вращении оказывающие механическое воздействие на предмет. С помощью этих зубчиков можно отрезать различные предметы, обрабатывать их, шлифовать и так далее.


На современном рынке имеется огромный выбор различных насадок, основные из них:
- концевые;
- кромочные;
- цилиндрические;
- дисковые.
Концевые
Концевые фрезы по дереву во многих случаях имеют цельную конструкцию, составные типы встречаются редко. Работают такие насадки в основном по принципу нагрузки, производимой на древесину боковой кромкой. Помимо формирования соединений на досках, концевые фрезы могут быть использованы для обработки торца, а также для создания сложных узоров на древесине.


Кромочные
Этот вид фрез является самым популярным у мастеров своего дела, эти насадки предназначены для формирования кромки доски. Благодаря особенностям своего строения кромочные фрезы могут создавать кромку различной замысловатости, не уходя глубоко в древесину.


Цилиндрические
Такой вид подразделяется на несколько типов:
- конические – используются для создания резьбы на древесине;
- спиральные – нужны для изготовления кромки доски;
- пазовые – предназначены для создания пазов разных форм и видов.


Дисковые
Они являются самыми удобными для создания и обработки облицовочных досок (вагонки).
Дисковые фрезы используют для разных целей:
- для обработки вагонки;
- для обработки филенки;
- для обработки и шлифовки камня;
- для металла;
- специализированные насадки для различных деревянных изделий.

Фрезы для ручной работы с вагонкой, в свою очередь, делятся на 3 вида:
- бесподшипниковые;
- подшипниковые;
- кромочные.


При изготовлении самой доски вам понадобятся подшипниковые или кромочные фрезы, при детальной обработке подойдут бесподшипниковые насадки, для которых необходимо будет приобрести специализированное оборудование.
Вагонка представляет собой специальную доску, у которой на одной стороне находится паз, а на другой – шпунт. Поэтому понадобится две разновидности фрез, функция каждой из них будет предназначена именно для обработки доски с одной стороны. Различием фрез может являться диаметр хвостовика, от величины которого зависит мощность, необходимая для их применения.






Каждая дисковая фреза имеет стандартную конструкцию, она состоит из:
- основой насадки является ось, на которую фиксируется вся основная часть;
- сверху на ось крепятся два диска, на которых расположены режущие ножи;
- в дисках находится подшипник.

Составные части самодельного станка
Станок для производства вагонки можно изготовить самостоятельно, но надо учитывать, что он имеет сложную конструкцию. Браться за такую работу можно только в том случае, если имеется опыт и соответствующие знания.
Чертежи простого станка для домашней мастерской несложно найти на просторах интернета. Конструктивно же он состоит из нескольких основных устройств, собранных на общей раме.

Станина
Остов станка являет собой массивную стальную конструкцию, которая обеспечивает устойчивость и надежность крепления всех узлов и агрегатов. Станина должна быть неподвижной, для этого ее центр тяжести располагают как можно ниже. Составные части остова соединяют между собой с помощью сварки.

Столешница
Лучшим материалом для стола самодельного станка является шлифованная стальная плита. В ней делаются технологические отверстия для выхода режущего инструмента, на ней устанавливаются упоры. Столешницу делают узкой и вытянутой в длину, ее задача – поддерживать заготовку во время обработки.

Для небольшого станка столешницу можно изготовить и из листовых материалов на основе дерева. Подойдут ламинированные плиты или толстая фанера. Лучше всего подобную конструкцию оббить металлом или оклеить прочным пластиком.
Двигатель
Все вращающиеся устройства приводятся в действие электродвигателем. Даже для небольшого станка его мощность должна превышать 2 кВт. Передача вращения осуществляется с помощью ремней. Для эффективной работы различных режущих устройств нужна разная скорость вращения, этого добиваются использованием шкивов разных диаметров.

Прижимной механизм
Задача данного механизма – точно ориентировать заготовку и удерживать ее во время обработки. Реализуется набором роликов, закрепленных на столешнице. Их делают съемными, что позволяет использовать станок для изготовления дощечек различной ширины.

Режущий инструмент
Дисковые пилы и фрезы формируют профиль изделия на выходе. Качество получаемой вагонки зависит прежде всего от качества этого узла. Меняя режущий инструмент и его параметры, можно настраивать станок для производства различной продукции.

Создавая самодельный станок, важно обеспечить безопасность его эксплуатации. Все вращающиеся части должны быть закрыты металлическими кожухами
Блок включения-отключения должен располагаться в непосредственной близости от оператора. Кнопка выключения должна быть красного цвета, легко нажиматься и ни в коем случае не быть утопленной в корпус выключателя.
Выбираем вагонку для обшивки
Вагонка
Вагонка из дерева может быть обычной или евро. Первая на своей поверхности имеет шероховатость и ворс, вторая идеально гладкая. На тыльной стороне евровагонки есть вентиляционные каналы, которые предупреждают скопление влаги (конденсата) и снимают напряжения в материале. Согласно ГОСТ 8242-88, влажность деревянных изделий допускается в пределах 12±3%, однако обычная вагонка может изготавливаться из древесины влажностью до 25%, что может привести к деформации в процессе эксплуатации бани. Исходя из этого, будем выбирать для обшивки бани подходящую деревянную евровагонку.
Маркировка и технические требования
Вагонку производят из древесины хвойных пород и лиственных. Лучшие варианты для парной – осина, липа, кедр, ель, ольха, дуб, сосна.
| Древесина | Цвет | Свойства | Фото |
|---|---|---|---|
| Осина | Белый, приобретает серебристый отлив. Едва заметны желтые годичные кольца. | Легкая, хорошо выдерживает высокую влажность и температуру. Со временем твердеет настолько, что в осиновую панель трудно забить даже гвоздь. Не выделяет смолы, не раскаляется. | Вагонка из осины, Экстра |
| Липа | Светлая, коричневого, реже красноватого оттенков. Присутствует матовый блеск. | Волокна однородные, поверхность мало нагревается, в парной выделяет полезные для здоровья аромакомпоненты. При контакте с липовой древесиной во влажной среде железо окисляется и ржавеет, появляются потеки. | Евровагонка из липы |
| Липа Кедр канадский или сибирский | Коричневая с розовым оттенком. | Одна из самых дорогих и полезных для здоровья пород дерева. Не гниет, хорошо выдерживает механические нагрузки, не трескается. | |
| Сосна | Бежевый, коричневый с красными оттенками. Темнеет со временем. Выраженный рисунок годичных колец и смоляных каналов. | Хорошие механические свойства, вязкость, коробление умеренное. Не вызывает трудности при обработке. Выделяет смолу при нагреве, поэтому не обходит для обшивки тех поверхностей в парной, с которыми возможен тактильный контакт. Не подходит для обшивки потолка парной либо требуется неоднократная протопка парилки с последующим удалением выступившей смолы (процедуру повторять, пока из вагонки не выйдет вся смола). Для бани сосновую вагонку лучше выбирать Экстра-класса. | Сосна |
В следующей таблице представлены классы и их описание. Стоит знать, что древесина с большим количеством сучков быстрее нагревается, может обжечь. Маркировка одинакова для всех типов деревянной вагонки.
| Класс или сорт | Описание |
|---|---|
| Экстра | Без трещин, сучков и других дефектов. Поверхность идеально гладкая, ровная. |
| А или 1 | Поверхность гладкая или чуть шероховатая. Есть по 1 здоровому сучку на 1 погонный метр (диаметр сучка не более 1,5 см).Могут быть трещины : волосяные – длиной не более ½ панели, несквозные – длиной менее 9,5 см (выход трещин направлен в торец панели), появившиеся при сушке – величиной не более ширины панели. Могут быть засмолки и смоляные карманы по 2 шт. на 1 м.п. |
| В или 2 | Много сучков, из них выпадающих не может быть больше 2 шт. на 1 м.п. Могут быть сквозные трещины шириной до 1 мм и длиной до 15-30 см, допускаются волосяные трещины по всей длине доски. Допускается присутствие червоточин (3 шт. на 1 м.п.) и гнили (не более 1/10 часть панели). Вагонка сорта В подходит для окрашивания. |
| С или 3 | Качество низкое. Много различных дефектов. Такая вагонка подходит для обивки технических помещений или черновых работ. |
Маркировка
Маркировка вагонки
Нормы пороков по ГОСТ указаны в таблице ниже.
Нормы пороков по ГОСТ
Дефекты вагонки
Остается только выбрать профиль вагонки, т.к. каждый имеет свои нюансы монтажа.
| Профиль | Описание | Схема |
|---|---|---|
| Стандарт | Похожа на классическую вагонку «в четверть доски». Имеет соединение шип-паз, причем шип короче паза для предотвращения деформации. | Вагонка Стандарт |
| Штиль или Колхозница | От предыдущей отличается скругленным краями и наличием на обратной стороне каналов для предотвращения скопления конденсата. | Штиль |
| Евро | Производится по стандарту DIN 68126. Имеет удлиненный шип. После монтажа вагонки поверхность стены ребристая. | Евро |
| Софт-лайн | Софт-лайн или мягкая линия – это симбиоз вагонки Евро и Штиль. Мягкие скругленные углы, удлиненный шип, рельефная фактура стены после сборки панелей. | Софт-лайн |
| Блок-хаус | Применяется для отделки внешних стен и помещений. Стилизована под оцилиндрованное бревно. Есть соединение шип-паз, лицевая сторона обычно скругленная, а изнаночная ровная или с каналами для вентиляции. | Блок-хаус |
Профили вагонки
Это интересно: Вагонка «Штиль» (35 фото) — что это за профиль, размеры доски из липы и кедра, сорт «Экстра», примеры отделки потолка и стен в интерьере крашеной вагонкой
Фрезы спирального типа
Спиральные фрезы тоже активно используются в мебельном производстве. По внешнему виду и конструкции они очень похожи на сверла. Как и у спиральных сверл, на их рабочей части присутствуют канавки, при помощи которых из зоны обработки выводится стружка отработанного материала. Спиральные фрезы делятся на следующие категории:
- с нисходящим резом;
- с восходящим резом;
- совмещающие оба упомянутых типа.
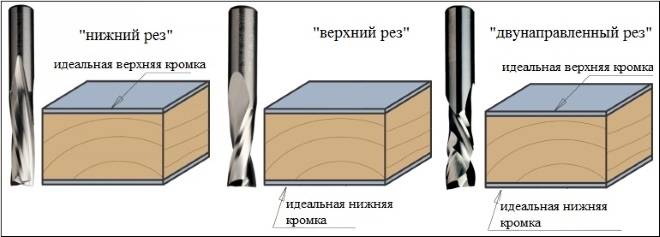
Типы спиральных фрез
Основными сферами применения фрез спирального типа, которые на современном рынке представлены в широком ассортименте, являются:
- раскрой материала;
- формирование на поверхности изделий из твердой древесины элементов различной конфигурации;
- создание на поверхности изделий из древесины пазов и углублений различной конфигурации.

Спиральные фрезы часто используются в паре с копирующей втулкой
Среди преимуществ использования спиральных фрез для обработки древесины можно выделить следующие:
- формирование среза, отличающегося высокой чистотой и точностью выполненной обработки;
- значительно меньший выброс опилок, чем при использовании других инструментов;
- низкий уровень шума и вибраций при работе;
- высокая точность и производительность обработки при выполнении погружного фрезерования.
Таким образом, разнообразие фрез, которыми можно оснащать и стационарное, и ручное электрооборудование, позволяет успешно выполнять различные технологические операции. При помощи таких инструментов может быть не только изготовлена вагонка своими руками, но и выполнены многие другие технологические операции для улучшения домашнего интерьера.
Главное требование, которым следует руководствоваться при выборе таких фрез, – учет их основного назначения и характеристик обрабатываемого материала, будь то дерево для вагонки или камень.
https://youtube.com/watch?v=cC80qYBD7oM
Приспособления для ручного фрезера
Основная задача, которую выполняют различные приспособления для данного агрегата – это расширение функциональных возможностей устройства. Некоторые из приспособлений идут в комплекте с аппаратом, но остальные приставки к фрезеру необходимо приобретать отдельно или изготавливать собственноручно.
Параллельный упор
Данное приспособления имеется в стандартной комплектации любого фрезера.
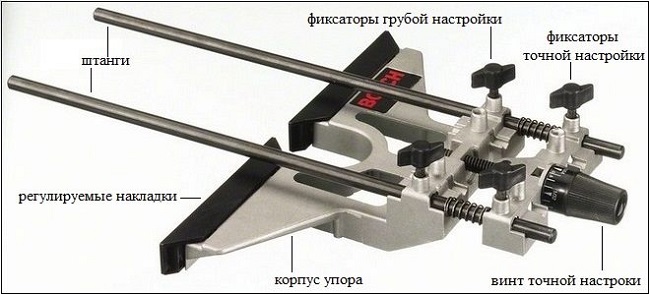
Упор позволяет производить прямолинейные резы на заготовках. В качестве базовой направляющей используется кромка заготовки либо направляющая шина.
Направляющая шина
Шина выполняет роль направляющей, по которой движется упор аппарата. Используя данное приспособление, производят прямолинейное фрезерование заготовок.

Циркуль
Данное приспособление крепится к подошве агрегата и позволяет производить радиальную фрезеровку и вырезание окружностей.

Выборка пазов
Для выборки пазов определенной ширины используют приспособление для фрезера, показанное на следующем рисунке.

Ширина паза регулируется одной площадкой. В данном случае применяется прямая пазовая фреза с верхним подшипником.


Копир
Для перенесения какого-либо сложного орнамента или узора на заготовку используют специальные приспособления — копиры (пантографы).

Работает копир следующим образом:
- заготовка укладывается под установленный в пантографе агрегат;
- на нужном расстоянии от копира размещается орнамент или узор, который необходимо скопировать;
- указка пантографа устанавливается в начальную позицию, после чего включается двигатель агрегата;
- все движения указки по рисунку с точностью передаются на фрезер, и он вырезает на заготовке копию требуемого узора.
Копировальные кольца и шаблон
Копировальная втулка нужна, в первую очередь, для защиты шаблона от воздействия лезвий инструмента. Кроме этого, копировальное кольцо, передвигаясь по кромке шаблона, передает все его формы фрезе, которая и обрабатывает деталь, находящуюся под приспособлением.


Обработка тел вращения
Данное нехитрое приспособление позволяет вырезать поперечные и продольные пазы в заготовках цилиндрической формы (точеные ножки стола, столбы, балясины).

Шипорезное приспособление
Чтобы изготовить шипы для ящичного соединения, прямые или ласточкин хвост, используют шипорезное приспособление.

Использование данной приставки позволяет изготавливать шипы с равными расстояниями между ними, благодаря чему соединение деталей происходит идеальным образом.
Приспособление шип-паз
Соединение шип-паз является самым распространенным в столярном деле.

Чтобы изготовить данное соединение, существуют специальные приспособления, называемые пантороутерами.


Несмотря на кажущуюся сложность конструкции, данный станок легко изготавливается своими руками по чертежам, которых достаточно в интернете.
Стол для фрезера
Устанавливая ручной агрегат в стол, вы получаете стационарный мини-станок. С его помощью удобно обрабатывать мелкие и длинные детали, которые не получается зажать струбцинами. В продаже имеются уже готовые фрезерные столы, специально предназначенные для закрепления ручных фрезерных машин. Ниже показан стол, выпускаемый компанией Корвет.

Но как показывает практика, большинство мастеров предпочитают изготавливать фрезерные столы своими руками, поскольку конструкция их не отличается сложностью. Стол под фрезер можно изготовить из толстой фанеры или из ЛДСП толщиной от 16 мм.

Приспособление для филенок
Если вырезать равнобедренный треугольник, например, из фанеры, и закрепить его на подошве фрезера, как показано на следующем рисунке, то получится нехитрое приспособление для обработки филенок дверей.

Данная накладка позволяет проводить дополнительное декорирование уже готовых дверей, не разбирая их, без применения шаблонов.
Реализация остатков в рейки
Отложенные ранее нереализованные доски, будут трансформированы в рейки, которые будут задействованы для фиксации вагонки при ее монтаже. Будучи стыковочным материалом, рейка не обязана быть той же длины, что и вагонка. Длина в этом случае не играет роли, так как место стыка скрыто за вагонкой. Но рейка должна быть меньше, чем паз.
Если внешний вид стоит для вас на первом месте, снимите по обе стороны доски небольшого размера фаски. Это займет большое количество времени. Но сделав это, результат сразу будет бросаться в глаза. Срок эксплуатации вагонки ориентировочно от пятнадцати до двадцати лет. При условии обработки ее специализированным защитным средством от грибка, гнили и насекомых долговечность вагонки в разы увеличивается.
Произведенная вагонка в домашних условиях сбережет ваш карман от лишних трат, придаст помещению более эстетичный и привлекательный вид. Не стоит забывать и о том, что вагонка – это материал с высоким показателем теплопроводности и является экологичным материалом, а значит при высоких скачках температуры не будет выделять вредные токсические вещества.
Дополнительную информацию по этому вопросу вы можете узнать, посмотрев видео немного ниже.





