Разнообразие и использование сплавов, необходимые станки и формы
Повышенным спросом пользуются изделия из алюминиевых сплавов:
- Силумин – сплав алюминия с кремнием. После добавления в его состав магния, конечный продукт становится чрезвычайно прочным. Это один из самых низкоусадочных и высокогерметичных сплавов. При изготовлении не подвержен растрескиванию и используется для создания элементов, подвергающихся небольшим нагрузкам.
- С целью создания фасонного литья используется сплав, в состав которого помимо самого алюминия входят медь, кремний и железо. Такая заготовка прекрасно отделяется от формы и отличается высокой прочностью.
- При создании высокопрочных элементов используют сплав алюминия с добавлением кремния, никеля, меди и цинка.
Тот или иной сплав выбирается в зависимости от задач, которые предстоит выполнить изготовленным деталям и нагрузок, которые готовые элементы должны будут выдержать.
Все операции проводят на специально созданном оборудовании, которое может быть использовано как в условиях производственного цеха, так и в небольшой частной мастерской.
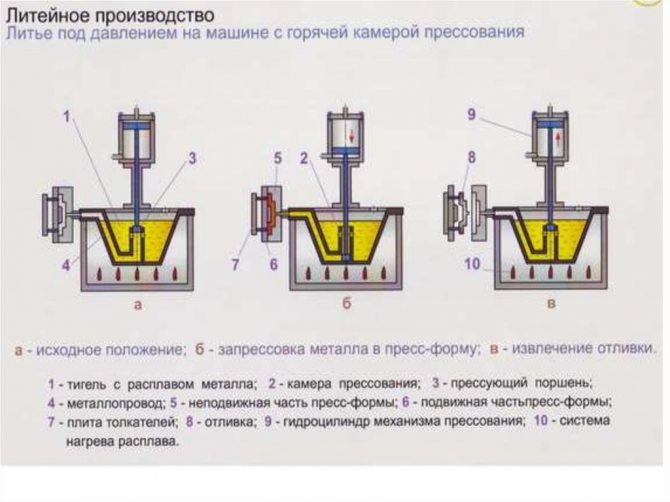
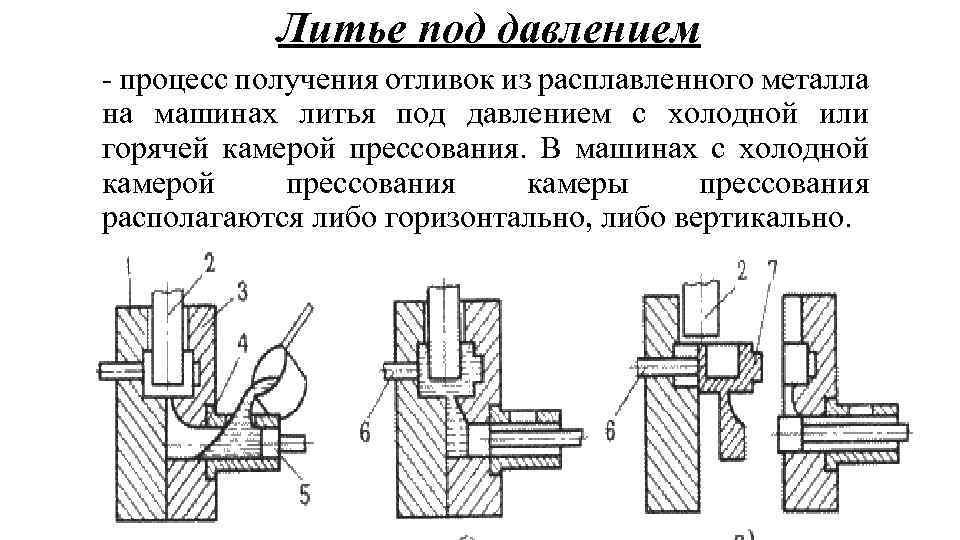
Для создания вышеперечисленных сплавов необходимо использование машин, оснащенных как холодной, так и горячей камерами, предназначенными для плавления металла. Машины с горячими камерами необходимы при производстве сплавов, в состав которых введен цинк. Расплавленный металл внедряется во внутреннее пространство пресс-формы постепенно. Он заполняет всю форму.
Во время работы со сплавами, в составе которых содержится магний и медь, отливки производятся благодаря тому, что расплавленный состав внедряется внутрь пресс-формы под довольно большим давлением. Его уровень в определенных ситуациях достигает 700 Мпа. Именно такой способ производства позволяет заметно повысить производительность труда, не повышая трудоемкости процесса, а изготовленным таким образом детали не требуют механической обработки.
Выбор оборудования при создании цеха или организации процесса литья основан на особенностях технологического процесса. При литье алюминия под давлением он заключается в следующем:
- В раскаленной печи металл нагревается до температуры плавления и переходит в жидкое состояние.
- В это время в цеху должна быть подготовлена специальная пресс-форма, внутренний контур которой полностью соответствует параметрам будущей детали.
- Расплавленный металл под большим давлением подается в подготовленную пресс-форму.
- После остывания из разъемной пресс-формы извлекают готовое изделие.
Алюминиевое изделие в пресс-форме Сегодня некоторые производители пользуются и другими способами литья. Это может быть литье в землю, песок или цемент, но литье алюминия под давлением дает возможность получить изделие, минимальная толщина стенки которого меньше миллиметра. А все может достигать от 4 до 12 кг.
Способы создания формы для литья алюминия
Одной из основных задач домашнего плавления алюминия является подготовка формы, в которую сливается расплавленный металл. Существуют разные варианты заливки алюминиевого расплава. Основными являются открытый и закрытый способ литья.
Открытый способ литья
Самый простой – это слив жидкого металла в подручную форму, например металлическую кружку или банку из-под консервов.
После застывания сплава болванку из емкости достают. Чтобы облегчить этот процесс, производят простукивание по неостывшей до конца форме.
Закрытая форма
При необходимости получения сложной отливки сначала изготавливают для нее форму, соответствующую всем параметрам детали. Чтобы обеспечить четкое соответствие изделия заданным параметрам, ее изготавливают из составных формовочных частей.
Источник высокой температуры
Что можно использовать? Муфельную печь или самодельный тигел/газовый горн. Главное – добиться требуемой температуры плавления. Что касается последнего «прибора» (тигеля), то из рисунка понятно, как он устроен. Нужно только учесть, что кирпич должен быть обязательно огнеупорным.
При использовании для разогрева материалов достаточно мощной печкой необходимо включить в цепь ее питания какой-нибудь регулятор температуры (если его нет). Такая модернизация сэкономит время, нервы и эл/энергию. Достаточно установить простейший реостат или регулируемый трансформатор (ЛАТР). Иначе придется постоянно заниматься включение/выключением прибора, чтобы не «загнать» температуру.
Отливка алюминия на дому
Дойти до температуры плавления, без применения специальных технологий можно разными методами. Раньше кузнецы ковали сталь и подогревали ее углем. Это первый способ, но для его выполнения потребуется печь со специальной подачей воздуха.
Второй способ — применение природного, или сжиженного газа. Процесс можно сделать в самодельной печке. Есть и иная возможность, если объемы плавления небольшие. В таком случае можно взять простую газовую плиту.
Технологический процесс
 В принципе, должна обыгрываться ситуация специального литья с оговорочкой на домашние условия. В любом случае нужно подготавливать сырье. Лом алюминия придется очистить от грязи, разных примесей, некоторых наполнителей. Большие части надо измельчить до определенного размера.
В принципе, должна обыгрываться ситуация специального литья с оговорочкой на домашние условия. В любом случае нужно подготавливать сырье. Лом алюминия придется очистить от грязи, разных примесей, некоторых наполнителей. Большие части надо измельчить до определенного размера.
Техника литья алюминия состоит из нескольких шагов. Подготовленный лом расправляют. При достижении текучей фазы с поверхности расплава стаскивается шлак. На последней фазе формочка наполняется жидким металлом. Одноразовая форма разламывается после остывания.
Предварительно надо выбрать, что предстоит отливать. Даже если это пробный вариант плавления, придется подготовить хоть какую-то форму. А вдруг получится достичь необходимой температуры? Любопытно же увидеть результат плавления и оценить свою работу: вид алюминия, его пористость и чистоту. Любой опыт, даже плохой, будет вам только в пользу.
Условия и специальное оборудование
При плавлении вторичного материала обгорает покрытие, создаются испарения, появляется дым. Работать в условиях закрытой комнаты без сильной функционирующей вытяжки проблемно. Наилучший вариант — открытое пространство.
Даже в таком случае будет нужен вспомогательный источник вентиляции. Формовочная отливка материала в пенопласт проходит с большим выделением продуктов горения
Вентилятор с боковым обдуванием какого-либо места будет убирать весь дым, что обеспечит прекрасные условия для литья своими руками.
Оборудованное и полностью продуманное в организационном смысле рабочее пространство также важно. Лучше всего иметь в качестве основания на столике листовой металл или иную поверхность, не поддающуюся большой температуре расплавленного алюминия. Вероятность брызг и проливания жидкой массы очень велика
Помните о том, что стоит задуматься о необходимости выполнения работ в условиях простого помещения.
Вероятность брызг и проливания жидкой массы очень велика. Помните о том, что стоит задуматься о необходимости выполнения работ в условиях простого помещения.
Самодельная печка для плавления
 Легче всего взять пару огнеупорных кирпичей и сделать из них очаг. Это комфортно выполнять в определенной металлической емкости (старенькая кастрюля), которая будет взята в качестве каркаса. Сбоку создается отверстие для выведения патрубка подачи воздуха. Можно поставить подходящий отрезок трубы из металла. К отрезку подсоединят часть пылесоса, фена или другого подающего воздух устройства.
Легче всего взять пару огнеупорных кирпичей и сделать из них очаг. Это комфортно выполнять в определенной металлической емкости (старенькая кастрюля), которая будет взята в качестве каркаса. Сбоку создается отверстие для выведения патрубка подачи воздуха. Можно поставить подходящий отрезок трубы из металла. К отрезку подсоединят часть пылесоса, фена или другого подающего воздух устройства.
Внутрь заложим древесный (каменный) уголь. Разожжем огонь, и тогда, включится подача воздуха. Сосуд, где будем плавить алюминий, ставится внутрь печки. С боков он тоже обкладывается углем. Лучше всего на печку сделать крышечку, чтобы тепло не ушло напрасно, а оставить только дырку для отводов дыма.
В идеале топливник создают цельным с круглым сводом. Применяют нужные смеси для кладки жаропрочного материала и футеровки печек. Такую конструкцию точно можно сделать из старого ведра. Внутренний свод создают, применяя пластмассовые цветочные горшки нужного размера. Внутрь массы для армирования можно вставить металлическую сеточку. После застывания смеси выйдет прекрасная печка, которая сможет выдержать не одну плавку и отливку форм. Не так-то и сложно заниматься литьем алюминия и делать формы, если немного потренироваться. Главное, это работать и не запрещать себе экспериментировать из-за страха.
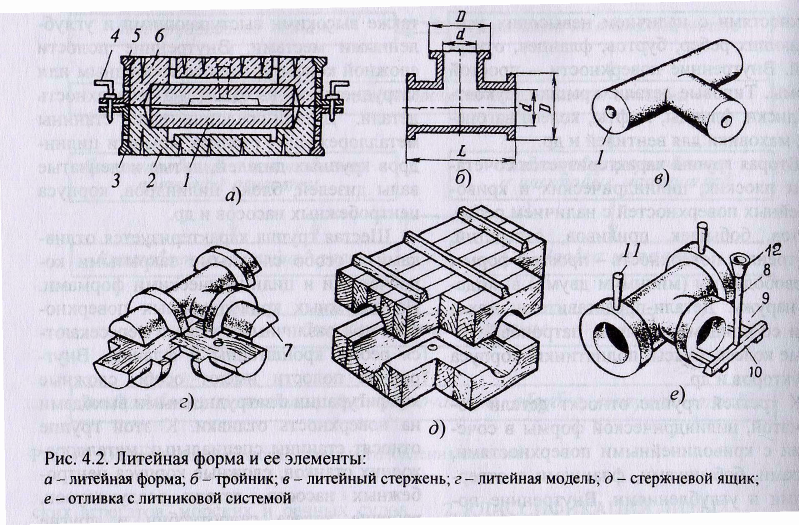
Литейная оснастка для литья металлов и сплавов
Требования к литейной форме Технологии литья Модельная оснастка Литье в песчаные формы Литье в кокиль Литье под давлением Литье по выплавляемым моделям
Литейное производство — одна из отраслей металлургии, специализирующаяся на переработке металлов и их сплавов, в частности, изготовлением деталей различных конфигураций методом заливки расплавленного металла в специальную форму, под принудительным давлением или естественным путем, с последующим охлаждением до застывания в форме нужной отливки — готового изделия или заготовки. В случае необходимости отливка затем подвергается механической обработке, для большей точности размеров либо уменьшения шероховатости поверхности. Таким образом, основная цель литейного производства – изготовление отливок, максимально соответствующих по форме и размерам конечному изделию.
Для получения качественных отливок на производстве используется специальная литейная оснастка — литейные формы, и от качества их исполнения и особенностей конструкции в большой степени зависит не только качество конечного изделия, но и трудозатраты на производство.
На производстве к качественной литейной форме предъявляют ряд требований, основные из них:
- прочность (выдерживать нагрузки)
- податливость (при усадке отливки уменьшаться в объеме)
- газопроницаемость (при эксплуатации в литейной форме образуются газы)
- огнеупорность (не поддаваться воздействию расплавленного металла)
По степени участия непосредственно в процессе литья литейная оснастка подразделяется на формообразующую (основную) и универсальную (вспомогательную). По количеству возможных заливок литейные формы бывают разовые и многократные, также есть подразделение форм по материалу, из которого они изготовлены (песчаные, металлические и т.д.).
- литейные формы из металлов – чугуна и стали – выдерживают большое количество заливок, сотни и тысячи, поэтому относятся к многократным.
- песчаные формы и формы по выплавляемым моделям эксплуатируются с помощью приспособлений – моделей, они являются разовыми, а сам процесс производства таких форм называется «формовка». С помощью модели оформляют внутренние рабочие поверхности в песчаной литейной форме, они заполняются расплавленным металлом и формируют отливку.
Весь комплект приспособлений, необходимых для производства отливок, и представляет из себя литейную оснастку, а часть оснастки, необходимая для формирования рабочей полости в литейной форме при формовке – модельный комплект.
Изделия, полученные на литейном производстве из тугоплавких сплавов, необходимы в таких отраслях, как авиастроение, приборостроение, ракетостроение, судостроение, радиоэлектроника и атомная энергетика, а из коррозионно-стойких и жаропрочных сплавов – в химической промышленности. На сегодняшний день от 50% до 95% деталей промышленного оборудования изготавливается именно методом литья.







В современном литейном производстве широко применяется около пятидесяти технологий литья, наиболее часто используются:
- литье под давлением
- литье в песчаные формы
- литье по выплавляемым моделям
- литье в металлические формы или кокиля
- литье под низким давлением
- литье в оболочковые формы
- центробежное литье и др.
Коллектив Ульяновского Приборо-Ремонтного Завода обладает богатым опытом, позволяющим проектировать и изготавливать литейную оснастку для литья цветных металлов и сплавов, а именно: литья в кокиль, литья в песчаные формы (в землю), литья под давлением, а также осуществлять полный цикл изготовления пресс-форм для литья по выплавляемым моделям.
Изготовление муфельной печи своими руками
Для изготовления прибора нам понадобятся следующие инструменты и материалы:
- проволока;
- болгарка;
- кирпич (7 шт.);
- защитные очки;
- молоток;
- металлическое ведро;
- кусок железа и пр.
Этапы строительства печи:
- Подготовить простые кирпичи, которые будут служить аккумулятором температуры. С каждого бока кирпича при помощи болгарки, вырезать отсек, так чтобы получилось рабочее пространство для электронагревателя.
- Кирпичи обмотать проволокой для прочности конструкции.
- Установить огнеупорную камеру, в качестве которой можно использовать металлическое ведро или другую ёмкость из невозгораемого материала.
- Корпус печи изготавливается из металлического листа (1-1,5 мм).
- Поскольку рабочая камера прибора предварительно устанавливается на кирпичи с теплоизоляционным слоем, высота ведра рассчитывается с некоторым запасом.
- Для облегчения процесса закручивания листа в трубу рекомендуется использовать специальные арматурные кольца.
- Затем необходимо соединить концы арматуры, так чтобы получилась форма круга. Для этой цели используется молоток.
- Кольца устанавливаются на скрученный лист и соединяются по окружности. К нижнему кольцу приваривается металлическое дно.
- Для установки рабочей зоны, в кирпиче делается специальное отверстия для электронагревателя.
- Кирпичи обязательно нумеруются и укладываются плотно друг к другу, согласно нумерации.
- Устанавливается нагревательная спираль из февраля либо нихрома. Чтобы не допустить замыкания, витки спирали аккуратно наматываются на небольшом расстоянии друг от друга.
- Элементы устройства закрепляются раствором.
Для большей функциональности допускается установка двух электронагревателей, которые можно включать по очерёдности либо одновременно. Например, для пайки малого количества сырья включается только один нижний нагреватель, а если масштаб плавки большой — используется два прибора.
Муфельная печь с вертикальной загрузкой очень компактна, что позволяет хранить её на даче, в гараже или на балконе.
Принцип действия печи довольно простой: ёмкость для пайки (тигель) с помещённым туда сырьём устанавливается на рабочую поверхность печи где и нагревается до нужной температуры (660 °C). Нагретый металл выливается в заранее приготовленную литейную формочку, которую можно сделать из гипса или какого-нибудь другого негорючего материала. Для изготовления формы рекомендуется использование белого или скульптурного гипса, который можно приобрести в любом магазине стройматериалов.
Как уже было сказано ранее, для пайки алюминия в печи нужен специальный ковш (тигель), который изготавливается из металла, имеющего температуру плавления боле высокую, чем у алюминия либо из огнеупорного материала. Для изготовления ёмкости для плавки алюминия применяется фарфор, графит, корунд, кварц, сталь или чугун. Ковш можно приобрести в специализированном магазине либо изготовить самостоятельно. Размер тигля определяется предполагаемым количеством сырья для плавления.
Металл необходимо уложить как можно плотнее и немного спрессовать. Так как во время плавления алюминий существенно теряет в объёме, следует периодически добавлять сырьё в ковш.
Важно. Добавляемое сырьё должно быть абсолютно сухим, так как даже малое количество влаги, попавшее в раскалённый алюминий может вызвать резкий всплеск, вследствие которого металл выплёскивается из печи и может причинить вам сильные ожоги, особенно опасно, если расплавленный алюминий попадёт в глаза
Поэтому перед началом работ следует позаботиться о своей безопасности: приобрести защитные очки или маску, а лучше обзавестись специальным огнеупорным костюмом металлурга
Поэтому перед началом работ следует позаботиться о своей безопасности: приобрести защитные очки или маску, а лучше обзавестись специальным огнеупорным костюмом металлурга.
В процессе плавки металла в домашних условиях, на поверхности раскалённого алюминия будет появляться оксидная плёнка, а также образовываться различный шлак (старая покраска, частички грязи и пр.). Его количество напрямую зависит от качества сырья. Перед тем как разлить расплавленный металл по формочкам, необходимо снять шлак, воспользовавшись специальными приспособлениями. Затем алюминий рекомендуется подержать в печи ещё некоторое время для придания металлу большей текучести. Это значительно упростит его дальнейшее литьё.
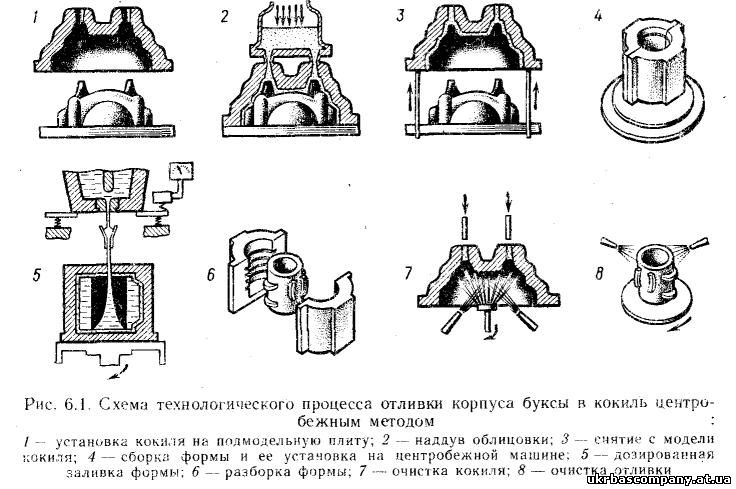
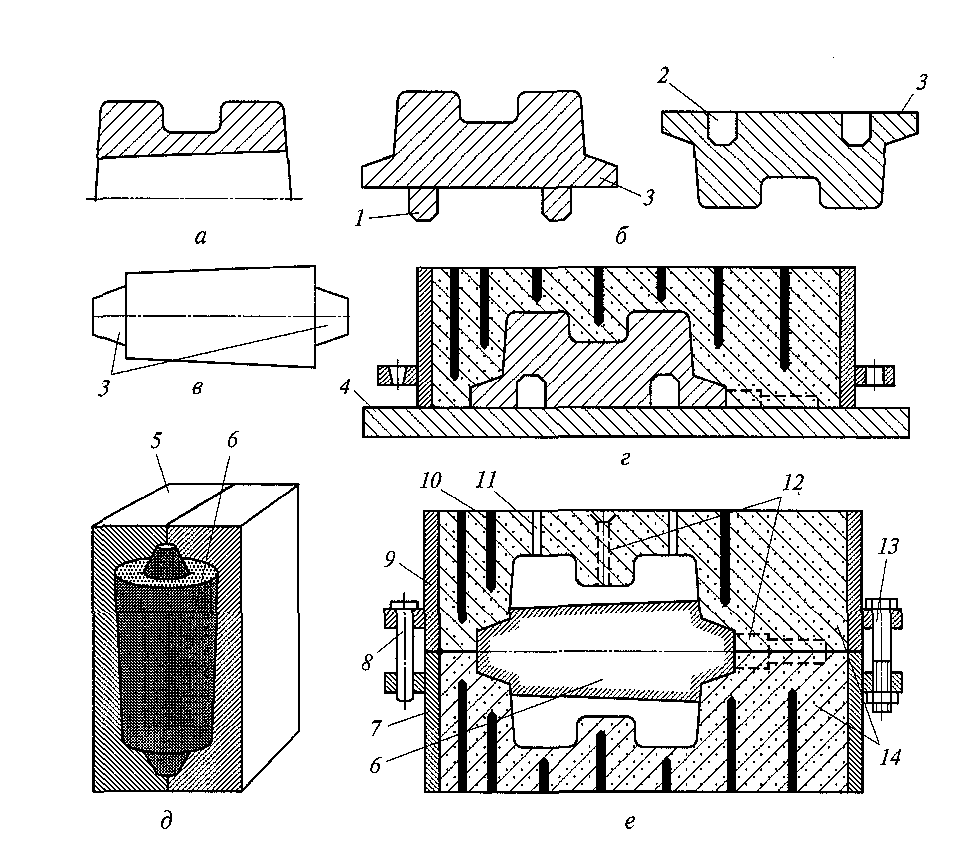
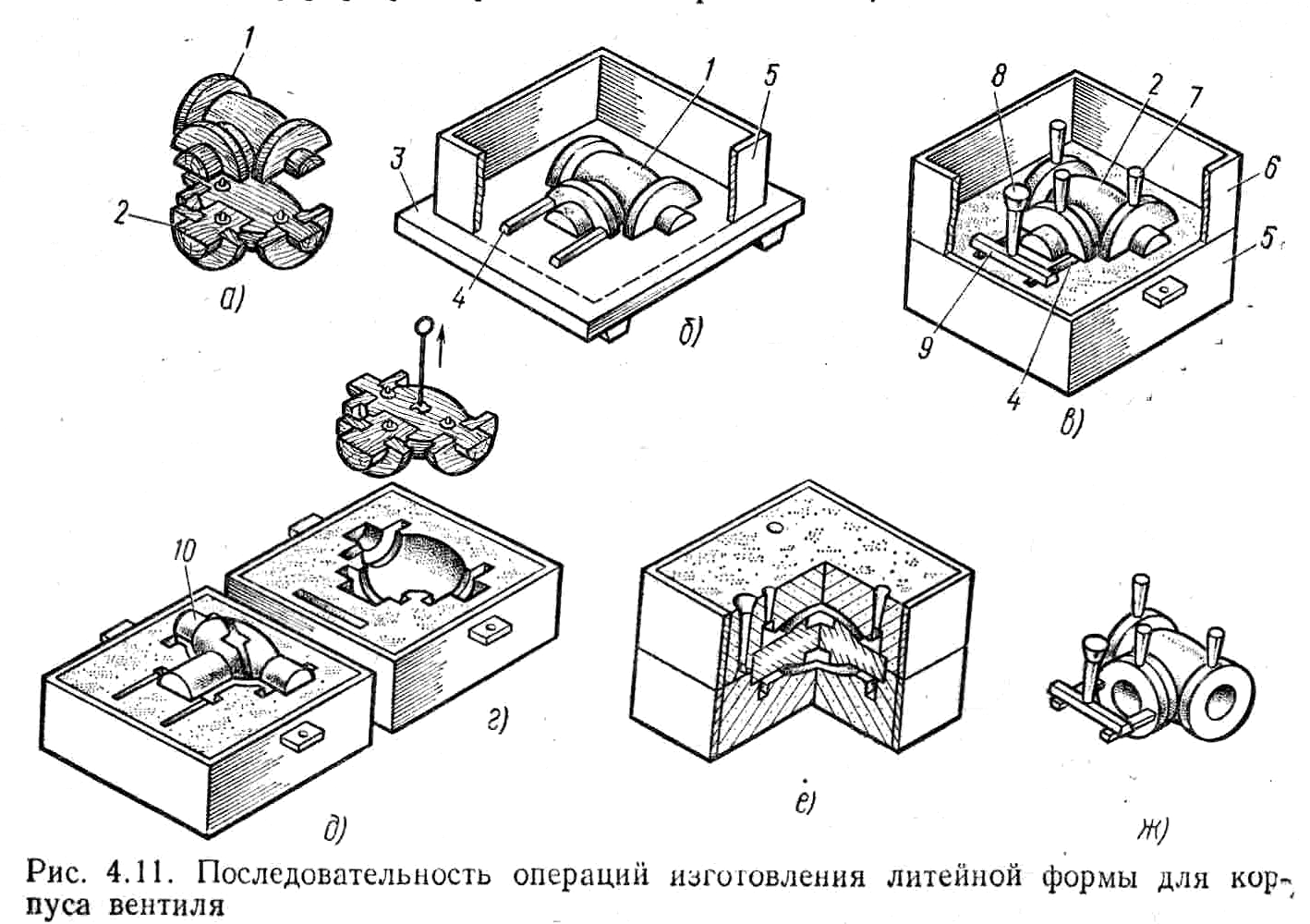
Процесс формирования корпуса
Процесс формировки корпуса осуществляется в шесть этапов:
- Первый шаг — это процесс насыпания смеси на горячую модель из металла, а также процесс ее выдерживания, который длится несколько десятков секунд до тех пор, пока не образуется тонкая прочная корка вокруг детали. Чаще всего модели изготавливаются из чугуна, и их нагрев осуществляется до 230-315 градусов.
- После этого необходимо провести операцию по удалению излишков формовочной смеси. Толщина корки в итоге должна быть от 10 до 20 мм. Она зависит от времени нахождения смеси на модели, а также от температуры.
- После этого необходимо перенести модельную плиту вместе с формой в печь, где они будут находиться до момента завершения процесса отвердевания. В конце этой процедуры прочность оболочки должна быть от 2,4 до 3,1 МПа.
- После извлечения из печи закаленная оболочка смещается с плиты. Для этой процедуры используют специальный толкатель.
- После этого две или же больше моделей скрепляются между собой при помощи какого-либо зажима либо при помощи склеивания. Данные формы можно использовать для литья в оболочковых формах либо же просто хранить. Срок хранения почти не ограничен.
- Прежде чем начать процесс литья в готовой форме, в них засыпают дробь, которая способствует предотвращению или разрушению формы при дальнейшей заливке.
Как плавить алюминий в домашних условиях в разные формы
Алюминий – металл, который широко используется в промышленности и быту.
Из него производят не только детали самолетов и кораблей, но и посуду, и другие предметы утвари. Поэтому нередко возникает потребность в самостоятельном изготовлении алюминиевых деталей, вышедших из строя.
Производить из него литые изделия в кустарных условиях позволяет свойство алюминия плавиться при относительно невысоких температурах. Для того чтобы самостоятельно изготавливать литые изделия из алюминия, нужно знать поведение этого металла при высоких температурах и его физико-химические свойства.
Характеристики алюминия
Температура плавления алюминия зависит от степени чистоты металла и составляет приблизительно 660 °C. Его точка кипения – 2500 °C.
Алюминий отличается своей легкостью и пластичностью, поэтому хорошо гнется и поддается обработке штамповкой.
Этот металл является отличным проводником тепла и активно вступает в химическую реакцию при высоких температурах с кислородом воздуха, образуя на поверхности окисную пленку. Она защищает алюминий от дальнейшего окисления, однако при расплавлении лома существенно отражается на составе сплава. В процессе плавки металла структура алюминия меняется.
Технологии домашнего литья алюминия и необходимое оборудование
Принцип литья алюминия в домашних условиях должен исходить из технологии его получения на производстве с поправкой на условия, которые можно использовать дома.
Алюминиевые изделия путем литья получают несколькими способами. В бытовых условиях наиболее распространенным и удобным способом является технология литья алюминиевого расплава в специально изготовленные формы.
Поэтому для проведения процесса необходимо обеспечить две вещи:
- соорудить печь для расплавления алюминиевого лома;
- создать нужную форму для получения литого сплава или отдельной детали.
Процесс литья должен включать несколько этапов:
- Подготовка алюминиевого лома, включающая очистку от грязи, примесей и разных наполнителей, а также его измельчение до небольшого размера.
- Проведение процесса плавки запланированным способом. При полном расплавлении металла с его поверхности нужно удалить шлаковые образования.
- Заполнение приготовленной формы жидким алюминиевым расплавом. После отвердевания слиток освобождается от формовочной массы.
Рассмотрим, как плавить алюминий в домашних условиях, какие конструкции печей для расплавления металла можно использовать, а также варианты самостоятельного изготовления формы.
Самодельные печи и способы расплавления алюминия
Для того чтобы расплавить алюминий, нужно разогреть его до температуры, близкой к 660 °C. На открытом пламени костра такой температуры невозможно достичь. Поэтому необходимо закрытое пространство, которое может обеспечить самодельная печь. Нагревать ее можно с помощью сжигания угля и дров или использования природного газа.
Можно также использовать электрическую муфельную печь, если она есть в хозяйстве.
При самостоятельно изготовленной печи нужно обеспечить принудительную вентиляцию для поддержания процесса горения.
1. Самый простой вариант самодельного очага можно изготовить из старых кастрюль.
Его конструкция выполняется следующим образом:
- В качестве каркаса используют стальную емкость, например, старую кастрюлю, сбоку которой нужно проделать отверстие для подачи воздуха через подведенный металлический патрубок.
- Воздух через шланг принудительно может подаваться с помощью пылесоса.
- Внутрь устройства проводится закладка каменного угля.
- Затем уголь поджигают и подают воздух, чтобы огонь не погас.
- Емкость для расплавления алюминия предварительно ставят внутри импровизированной печной конструкции и обкладывают ее с боков углем. При его сгорании обеспечивается равномерное распределение тепла.
- Чтобы тепло не расходовалось на окружающий воздух, сверху «кастрюльную» печь следует неплотно накрыть крышкой, оставив небольшую щель для выхода дыма.
Особенности промышленного процесса
Плавлением, а соответственно, и литьем всевозможных деталей из алюминия люди занимаются на протяжении многих лет.
Его температура плавления, которая составляет чуть более шестисот градусов по Цельсию, не требует использования какого-то специфического оборудования.
Данный материал за счет своей высокой пластичности способен приобретать практически любую форму.
Изначально для изготовления деталей из алюминия при помощи его литья использовали разнообразные формы, которые вставляли в землю.
Чуть позже появились гипсовые формы, которые изготавливались своими руками.
Видео:
В настоящее время практикуется использование специальных пресс-форм, при помощи которых изготовление самых разных деталей из алюминия производится под давлением.
Следует отметить, что и в том и в другом случае выплавляемым деталям можно придавать практически любую необходимую форму.
В любом случае, технология литья данного металла всегда оставалась практически оной и той же, за исключением некоторых особенностей.
Сегодня на крупных промышленных предприятиях практикуется литье под большим давлением, при котором практически полностью отсутствует усадка.
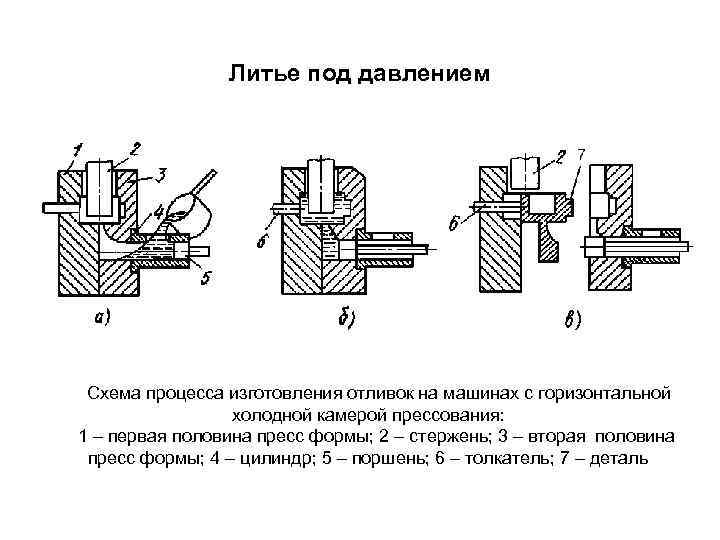
Технологически процесс литья алюминиевых заготовок на промышленных предприятиях с использованием машин и специального оборудования выглядит достаточно сложно.
ВАЖНО ЗНАТЬ: Технология штамповки деталей из листового металла
Необходимое рабочее давление создается за счет работы поршня, который в свою очередь приводится в движение сжатым воздухом.
В этом случае используются эмульсионный состав, а также масло, которые способствуют ускорению его движения.
Алюминий, разогретый до температуры плавления, с большой скоростью поступает в специальную пресс- форму под большим давлением и полностью ее заполняет.
При этом усадка залитого металла практически полностью исключена.
Литье алюминиевых деталей под большим давлением имеет огромное количество достоинств, среди которых особенно выделяется высокая производительность данного процесса.
Видео:
Кроме этого можно отметить и высочайшую точность получаемых таким образом изделий, а также практически полное отсутствие какого-либо брака.
Данная технология успешно применяется при необходимости изготовить детали, используемые в приборостроении, а также авиастроении.
Использование пресс-форм в этом случае позволяет использовать расплавленную смесь практически любой температуры.
Использование кухонной плиты
Штучное литье из алюминия можно организовать без изготовления специальной печи. Необходимая температура достигается с использованием бытового газа. Сам процесс плавки занимает около получаса, если объем алюминия не превышает 100-150 грамм.



В качестве емкости используют жестяную банку из-под сгущенки, например. В нее засыпают очищенный и измельченный лом алюминия. Но расплавить его, поставив жестяную банку на решетку над горелкой, не получится – не хватит температуры. Чтобы уменьшить потери тепловой энергии, изобретатели придумали хитрую конструкцию.
Банка с сырьем для плавки помещается внутрь другой жестянки и устанавливается на распорках таким образом, чтобы снизу до дна и с боков до стенок был зазор 5-10 мм. Вторая банка, соответственно, должна быть большего диаметра. В ней снизу проделывается отверстие (диаметром 3-4 см) для подвода струи пламени. Рассекатель с горелки газовой плиты снимается.
Поджигается пламя. Конструкция устанавливается строго над его фитилем. Пламя должно проходить внутрь и греть только жестянку с ломом. Банка большего диаметра играет роль оболочки и удерживает тепло внутри. Сверху проем прикрывается, оставляется лишь зазор для выхода продуктов горения. Интенсивность горения регулируется.
Муфельная печь – идеальный домашний вариант для частых работ
Муфельная печь представляет собой подобие простой «буржуйки» только с толстыми стенами. Может быть как на дровах, так и на электричестве, кому как удобно. Во втором случае проволока натягивается по спирали с внутренней стороны кирпичей, поближе к форме.
Внутри посередине располагается тигель – специальная емкость для расплавки металла. В данной конструкции потери сведены к минимуму – свободное пространство занимает тигель, между которым и стенками остается небольшой зазор 5-10 см.
Благодаря большой толщине – 20-30 см, стенки можно заполнить разными теплоизоляторами, для сохранения тепла. Ее можно переносить либо сделать стационарной, в связи с чем, подбирается теплоизолятор. Внутри располагается кирпич, снаружи – железо, а чем заполнить остальное пространство остается на усмотрение каждого отдельно.
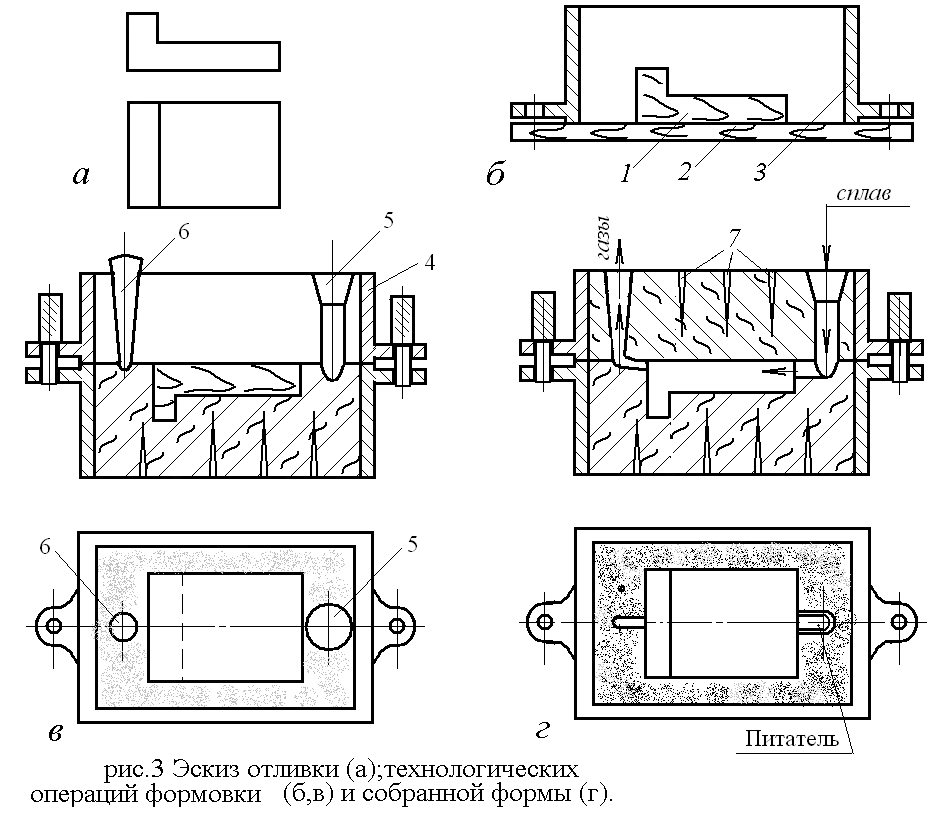
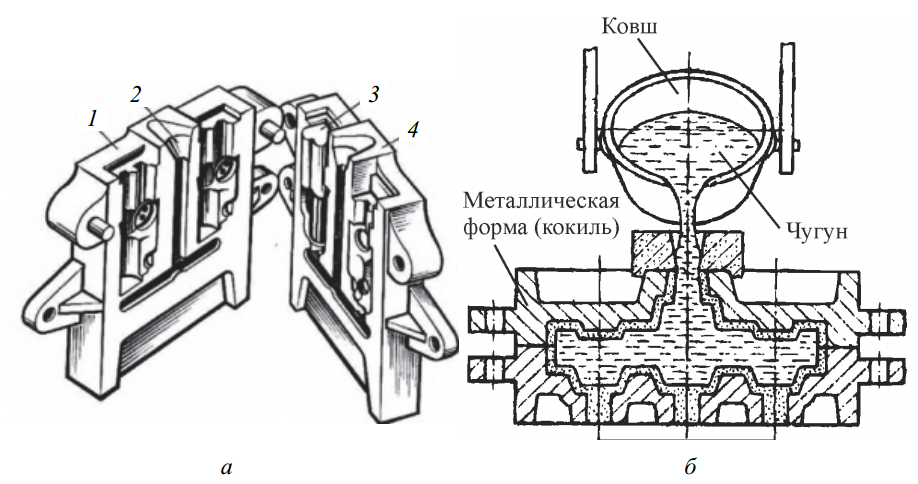
§ 56. ПРОИЗВОДСТВО ОТЛИВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ литьем в кокиль.
Основную массу отливок из алюминиевых сплавов производят литьем в кокили и под давлением. В кокилях изготовляют многие мелкие и крупногабаритные отливки со стенками толщиной от 2 и более миллиметров и массой до 300 кг и выше. Широкое применение алюминиевых сплавов для литья в кокили объясняется их хорошими литейными свойствами, позволяющими уверенно получать крупногабаритные отливки без дефектов.
Для оформления различных внутренних полостей и сквозных отверстий при литье алюминиевых сплавов в кокиль широко применяют металлические стержни и вкладыши.
Для изготовления отливок из алюминиевых сплавов используют кокили с различными плоскостями разъема и конструкциями литниковых систем.
Подвод расплава сверху применяют при литье сплавов АЛ2, АЛ4. Преимуществом такой литниковой системы является то, что стояк одновременно служит выпором и прибылью, питающей массивные сечения отливки сверху, и обеспечивается направленная кристаллизация расплава снизу вверх. Этот способ заливки применяют для производства несложных отливок высотой не более 150 мм с плавными переходами между стенками различной толщины. Заливка сверху дает хороший результат также при переменном угле наклона кокиля, т. е. когда расплав заливают в наклоненный кокиль, а в конце заливки его возвращают в вертикальное положение.
Подвод расплава снизу применяют при литье крупных и сложных отливок (блоки цилиндров моторов, картеры и др.). Если высота отливаемой детали больше 200 мм, применяют стояк с различными изгибами, которые уменьшают скорость течения расплава.
Для подвода расплава к кокилям, предназначенным для изготовления отливок типа поршней, труб, корпусов и других деталей, применяют вертикально-щелевую литниковую систему. Щелевой питатель обеспечивает плавное заполнение полости кокиля расплавом, уменьшает вероятность попадания в тело отливки окисных пленок алюминия и создает направленное ее затвердевание.
Заливку алюминиевых сплавов в кокиль производят при температуре, приведенной в табл. 13.
13. Температуры заливки алюминиевых сплавов
| Сплав | Температура, °С | |
| перегрева | заливки | |
| АЛ2 | 80—160 | 720—800 |
| АЛ7, АЛ12 | 60—110 | 700—750 |
| АЛ8 | 100—150 | 700—750 |
| АЛ9 | 100—150 | 700—800 |
| АЛ3 | 100—250 | 700—850 |
| АЛ4 | 100—220 | 700—820 |
| АЛ5 | 100—200 | 700—750 |
Перед заливкой кокили подогревают до температуры 150—250°С. При изготовлении тонкостенных отливок температура подогрева может достигать 300—350°С, в отдельных случаях 500°С.
Чтобы рабочие поверхности кокиля при циклических заливках не остывали ниже необходимой температуры, применяют электронагреватели, стенку кокиля выполняют двухслойной с промежутком, заполненным асбестом или другим теплоизоляционным материалом. В отдельных случаях в кокилях уменьшают толщину рабочей стенки, что обеспечивает значительно лучший ее нагрев от заливаемого расплава.
Время от окончания заливки до выбивки из кокиля отливки принимают при литье мелких тонкостенных отливок от 6 до 10 с, для компактных толстостенных отливок массой от 3 до 8 кг соответственно от 1 до 3 мин.
Полученные в кокиле отливки из алюминиевых сплавов подвергают стандартной термической обработке. Отжиг (режим Т2) применяют для снятия внутренних напряжений и уменьшения газосодержания; закалку с последующим кратковременным (неполным) искусственным старением (режим Т5)—для получения высокого предела прочности на разрыв и сохранения повышенной пластичности; полное искусственное старение (режим Т6) —для достижения максимального предела прочности на разрыв при некотором снижении пластичности.
Выбор того или иного вида термической обработки определяется составом алюминиевого сплава и назначением литой детали.
Источник
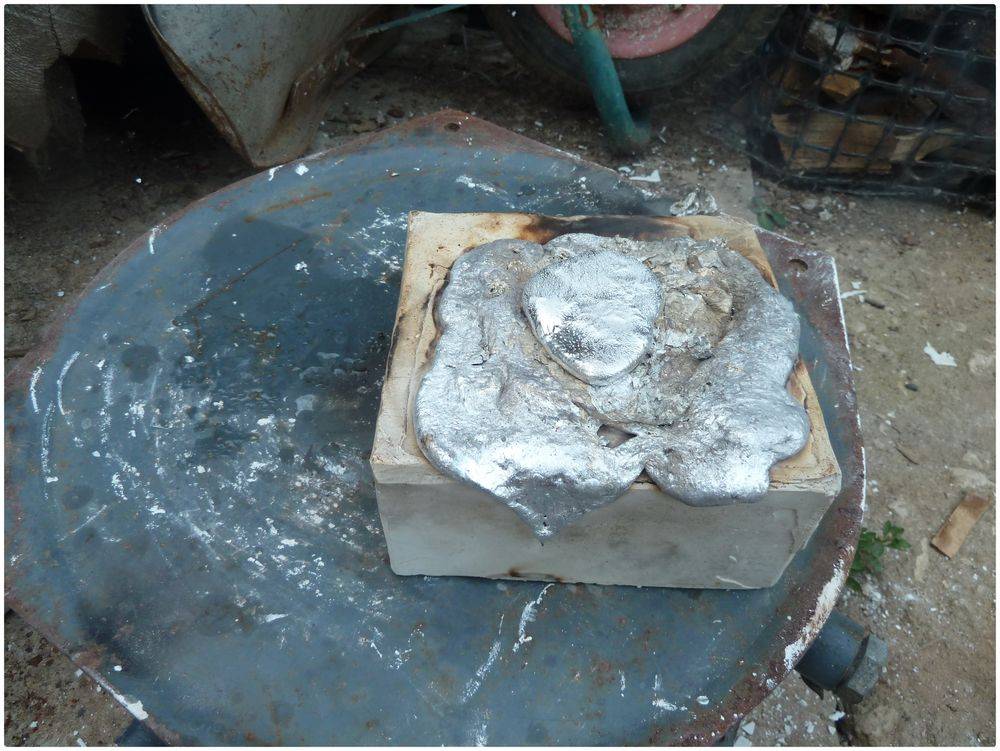
Литье алюминия в домашних условиях
При алюминиевом литье под давлением в условиях небольшой мастерской применяют аналогичные технологические особенности с некоторыми изменениями. В быту расплав выливают в подготовленные формы.
Подготовка к процессу
Для сохранения стабильности при литье металла рекомендуется соблюдать некоторые правил:
- Самостоятельно изготовить агрегат для расплава заготовки.
- Собрать форму, в которую в дальнейшем будет заливаться сплав.
Непосредственно процесс отлива алюминия состоит из нескольких этапов:
- очистка сырья от загрязнений, нарезка на определенные заготовки для ускорения плавления;
- нагрев металла до критического значения, удаление с поверхности шлаков;
- разлив материала в форму.
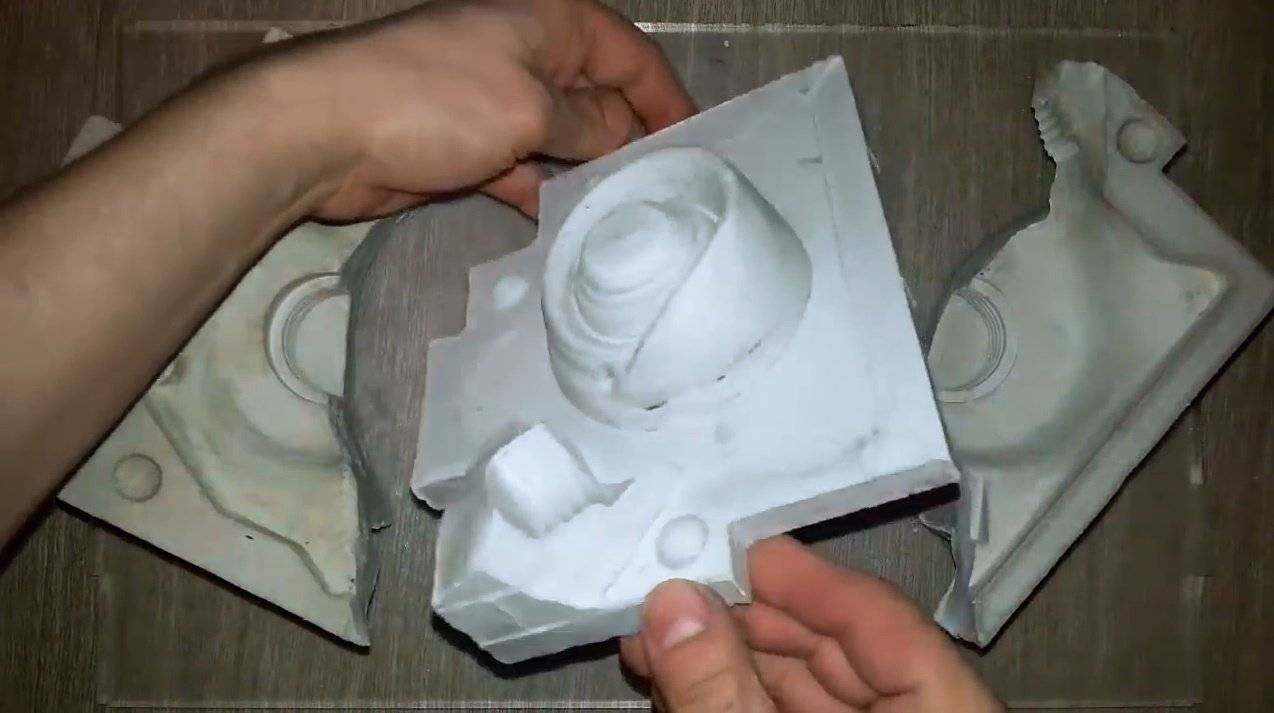
Особенности производства форм
Изготовление толстостенных отливок — это первоначальный этап перед непосредственным литьем. В быту сплавы производят закрытым и открытым способом.
Материалы для литых форм
Для изготовления специальных форм применяют следующие материалы:
- Землю с содержанием кремния укладывают в подготовленную емкость слоями, при этом уплотняя ее. В промежуток устанавливается макет, соответствующий детали, которую будут отливать.
- Песок в соединении с жидким стеклом.
- Цемент в растворе с жидкостью, применяемой в тормозных системах.
- Гипсовые смеси.
Закрытая форма
Данный вид формования используется для производства заготовок сложных форм с высоким качеством. При этом форма состоит из двух составных частей, на которых выполняют будущий силуэт детали.
Закрытая форма
Открытый способ литья
При таком методе жидкий алюминий заливают в форму из подручных материалов, например, консервную банку. При остывании металла его достают, постукивая по стенкам.
Порядок работ
При плавке алюминия необходимо:
- подготовить печь, изготовить ее из кирпичей;
- растопить печь при помощи угля и установить в ее полость емкость, в которой будет плавиться металл;
- убрать с жидкого материала поверхностный шлак;
- разлить в полости пресс форм;
- после остывания очистить деталь от остатков песка или гипса.
Основные ошибки при литье алюминия
При литье могут совершаться некоторые ошибки, которые рекомендуется избегать:
- формы из гипса необходимо просушивать до 2 дней;
- при полном плавлении металла следует быстро заполнить им подготовленные формы;
- запрещается остужать материал при помощи воды.
Соблюдение требований безопасности и технологического процесса позволит получить на выходе сплав высокого качества без вредных примесей.
Назначение литого бетона, его преимущества и недостатки
Использование литого бетона в качестве самовыравнивающейся смеси
Бетон литой – это строительный материал, относящийся к категории гидротехнических. Основным его отличием от обычного является применение в качестве наполнителя мелкофракционного песка и использование пластификаторов, что придает смесям прекрасную текучесть и эластичность.
- Основным связующим веществом является цемент. В качестве добавок используются различные пластификаторы и модификаторы, благодаря которым, готовый бетон имеет низкую усадку, легко растекается по поверхности и не расслаивается.
- Добавки также позволяют дольше удерживать в составе влагу, благодаря чему корректировка поверхности может выполняться в течение большего времени.
- На многих ресурсах можно увидеть информацию о том, что литой бетон не нуждается в виброуплотнении. Отчасти может так и есть, но не совсем. Дело в том, что пузырьки воздуха интенсивно образуются внутри смеси при ее перемешивании, поэтому вибрация при изготовлении фигур разной сложности, либо прокатывание игольчатым валиком в случае наливного пола просто необходимы.
- Итоговая поверхность литого бетона намного лучше переносит воздействие влаги (она хуже проникает в его структуру), благодаря чему перепады температур материал переносит прекрасно.
- Применяется литой бетон не только для изготовления финишных покрытий полов. Этот материал очень облюбовали дизайнеры всех мастей для создания декоративных фигур разных габаритов и сложности. Вот небольшая фото галерея, показывающая такие творения.
Как видите, дизайнерская фантазия не знает границ. Бетон применяется практически везде, благодаря своей универсальности.