

Виды листогибочных станков
Самодельный листогибочный пресс или изготовленный профессиональными мастерами может отличаться:
- видом привода,
- степенью механизации основного процесса,
- точностью выполнения операций,
- способом фиксации обрабатываемой заготовки.
Поэтому изготовление безопасной модели самодельного листогиба необходимо начинать с составления схемы и чертежей оборудования.
Вальцовый
Такие модели довольно широко распространены при производстве водостоков, баков, воздуховодов, других изделий круглой или овальной формы.

При изготовлении производители оснащают вальцы 2- 4 гибочными валами, электромеханическим или ручным приводом вращения, ручным, электрическим или гидравлическим прижимом валов. Приводной механизм для всех валов обеспечивает защиту листов заготовок от царапин, предотвращая ее проскальзывание.
Листогибочный пресс
Листогибочные прессы с гидравлическим приводом используют многие производственные предприятия для обработки толстых заготовок методом холодной деформации. Заготовка располагается между двумя шаблонами, которые смыкаются под большим давлением.

В результате выдавливается необходимая форма. Такая технология позволяет производить изделия, чья геометрия точно отвечает требуемым параметрам. В домашних условиях своими руками можно сделать листогиб с ручным или механическим приводом, но не ждать от него слишком высокого качества.
Траверсный
Чтобы сделать козырек, отлив для крыши, можно оцинкованный лист загнуть о кромку верстака или при помощи уголка. Если же нужна деталь с разнонаправленными гранями, без специального приспособления не обойтись.

Смастерив простейшую конструкцию самодельного листогиба для работ с жестью, можно с легкостью заготовку зажимать линейкой-фиксатором, а края под нужным углом до 180 градусов загибать подвижной траверсой. Ширину заготовок определяет длина траверсы, что необходимо учитывать при изготовлении приспособления.
Роликовый
Роликовые модели оборудования отличаются не только конструктивно, но методами работы. Они используются меньше, но при необходимости радиального изгиба или трубки, это лучший вариант использования приспособления.

С их помощью заготовка не сгибается, а закругляется, причем даже далеко от кромок. Изготовленный своими руками роликовый листогиб помогает мастерить полые круглые или овальные изделия.
Чертежи создания листогибочных станков
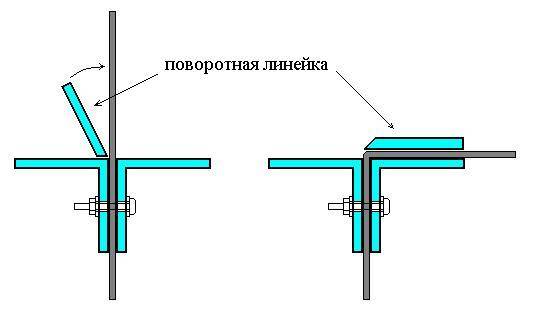
Инструмент с поворотной рамой для гибки заготовок
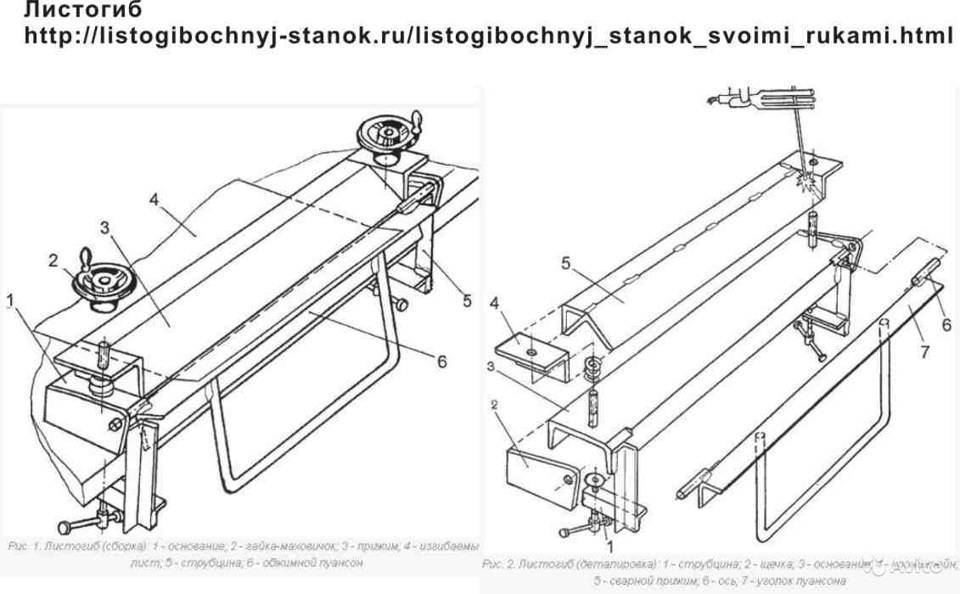
Подобное устройство, сделанное своими руками, домашние мастера используют чаще всего для загиба листовых изделий. Тем более что оно отличается от остальных листогибов большой универсальностью. Рабочий стол в нём создают из металла либо дерева. Размеры такого листогибочного станка — не меньше 2х1 м. Если понадобится согнуть большие заготовки, то можно с задней стороны устройства установить плоскость, размещённую на уровне со столом, или откидную раму. Делается это для крепления металла, чтобы он не выскальзывал при изменении положения.
Спереди рабочего стола следует прикрутить основание. Для этого понадобится швеллер с шириной верхней грани не больше 7 см. К его концам монтируют направляющие шпильки с пружинами. На них потом фиксируется прижим, передняя грань у которого должна быть скошена под углом в 45 градусов.
Для создания поворотной части используется уголок, размером 5х5 см, с установленной рукояткой. Монтируют его на петлях таким способом, чтобы верхняя грань материала в откинутом состоянии располагалась на одном уровне с основанием.
Простота конструкции такого листогиба и доступность материалов для его сборки позволяет хорошо сэкономить. Во многих случаях металл для рабочего стола и каркаса даже не нужно приобретать, ведь в каждой мастерской есть обрезки труб, уголков и швеллера. Из этих остатков получится отличный самодельный станок для гибки металлических листов.
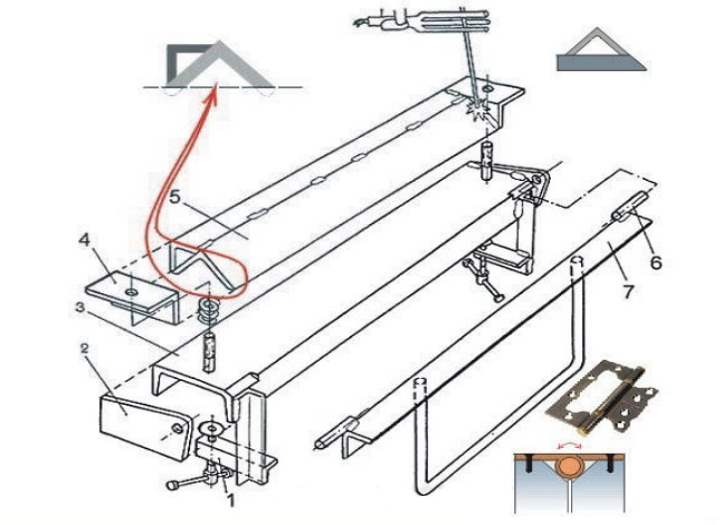
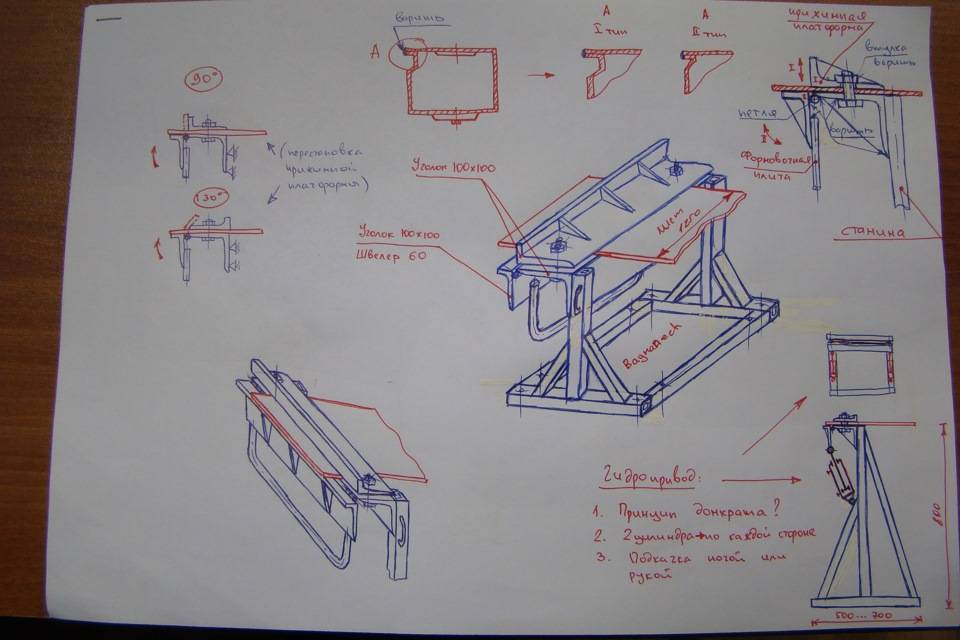
Чертёж устройства из тавров
Чтобы сделать такой листогиб, понадобятся следующие материалы:
Ровная поверхность, лучше металлическая; Уголки не менее 3 штук с шириной полки около 45 мм и толщиной примерно 3 мм.
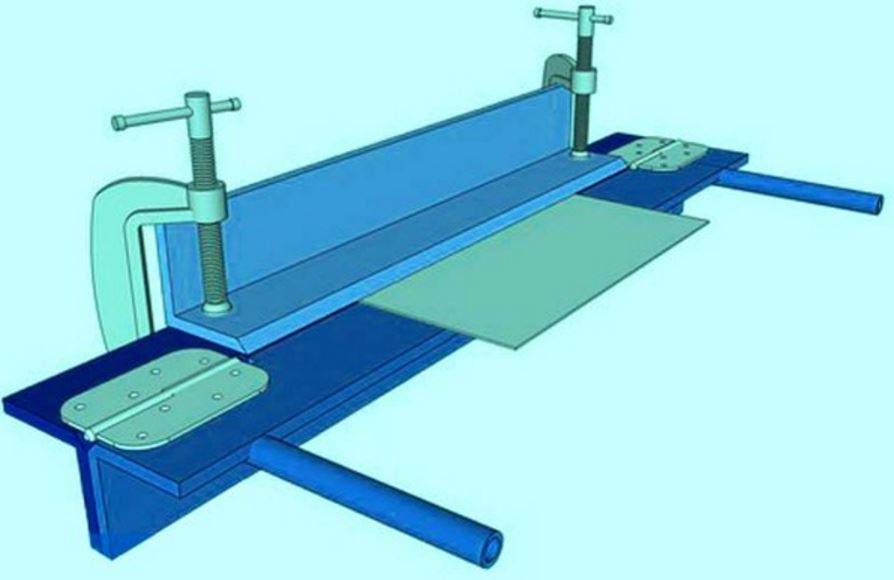
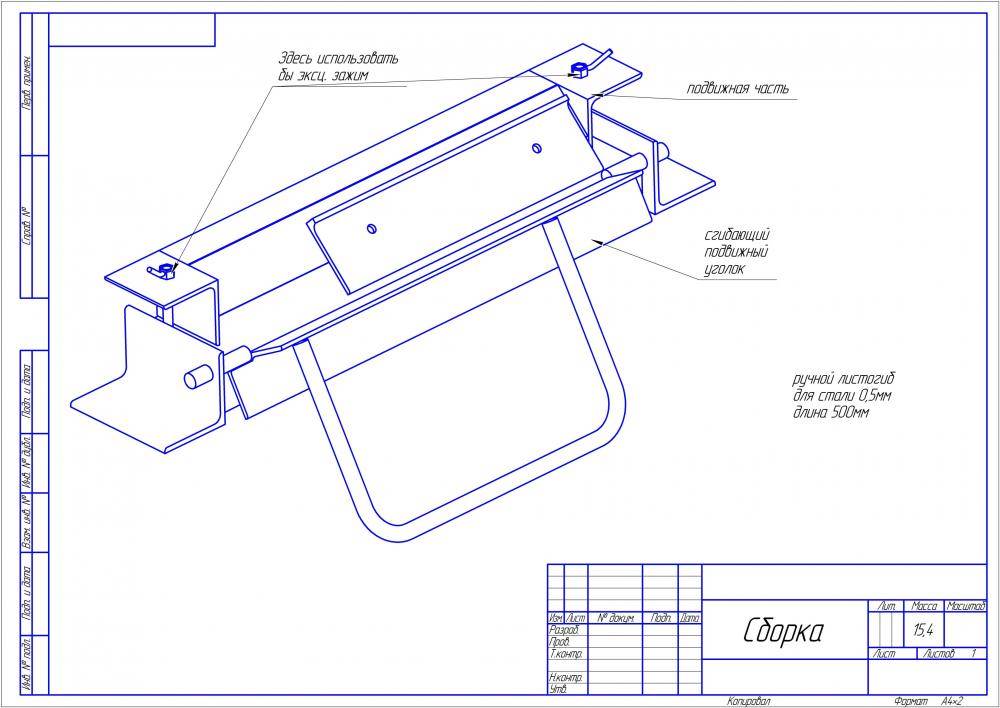
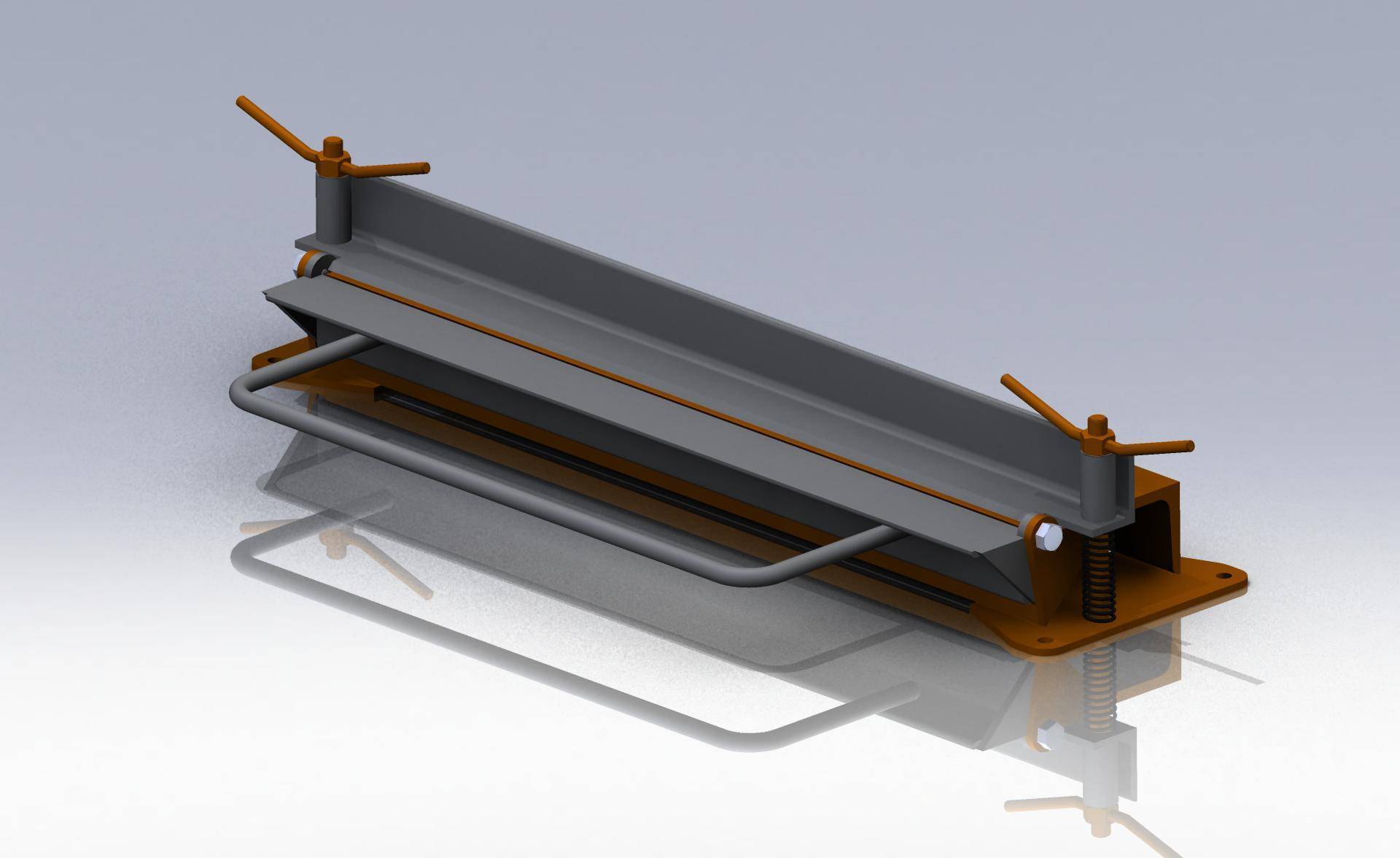
Самодельный листогибочный станок делается из тавра. Понадобится три куска такого изделия по 2,5 метра, небольшая металлическая пластина толщиной в 5 мм для укосин, два болта размером 20 мм, а ещё пружина. Сначала нужно сложить два тавра, а потом с двух концов у них сделать отверстия под петли. При этом края ямок скашивают под углом 45 градусов. Оставшееся изделие обрезают аналогичным способом, только выемку делают глубже, чтобы использовать в качестве прижимной планки.
Затем можно переходить к привариванию петель. Делать это надо обязательно с внешней и внутренней стороны. Потом к одному тавру фиксируют укосины. После этого монтируется прижимная планка, а сверху к ней приваривают пластины из металла с выемкой по центру. Диаметр такой ямки должен быть немного шире, нежели болта. Отверстие следует выровнять так, чтобы оно располагалось с установленной гайкой на одной плоскости, и приварить.
Следующий шаг — отрезание пружины, она должна поднимать прижимную планку на целых 7 мм. Болт необходимо пропустить в отверстие этого изделия, установить пружину и завинтить гайку. Когда будет вмонтирована такая же упругая деталь с другой стороны при откручивании планка будет сама подыматься.
Чтобы сделать приспособление для закручивания, необходимо к шляпке винта прикрепить отрезки арматуры. После этого останется только приварить ручку к подвижному тавру и можно приступать к работе. Такой станок будет довольно мощным, на нём получится гнуть даже толстые и длинные листы.
Валковый листогибочный станок своими руками
При создании и установке дымоходов, вентиляционных каналов и водосточных систем не обойтись без криволинейной гибки металлического листа. Прекрасно справляются с подобной задачей валковые листогибы.
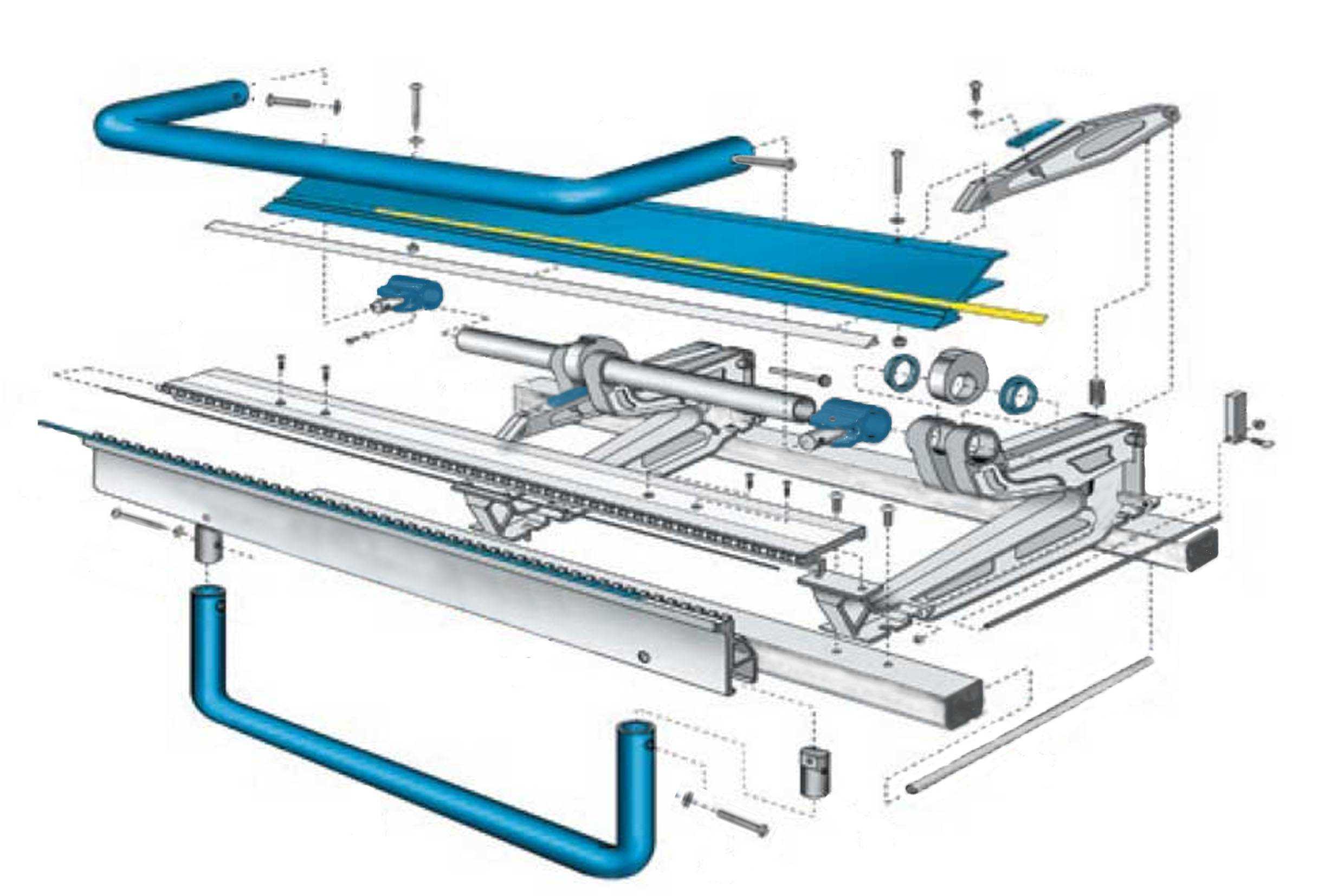
Соорудить оборудование своими руками с тремя вальцами довольно легко. Ко всему прочему, его можно оснастить электромотором или ручным приводом. Основные детали валкового листогибочного станка следующие:
Опоры вертикальные из швеллера на подшипниках и с выемками под оси. Продольные валы. Их необходимо 3 штуки, подойдут трубы разного диаметра, имеющие заваренные торцы. Подобные изделия лучше использовать толстые, чтобы не допустить деформации. Рама. Узел прижима верхнего валка. Цепной либо зубчатый привод. Он необходим для обеспечения вращения валков с одинаковой скоростью и в одном направлении. Струбцины. Они перемещают опорные валки по горизонтали.





Одна вертикальная стойка в станке должна вращаться вокруг оси на 90–120 градусов. Так необходимо делать, чтобы заменить в последующем вальцы на цилиндры другой величины. Во время изготовления устройства вальцового типа стоит понимать, что его возможности будут ограничены силой человека. На таком самодельном оборудовании гнуть разрешается листовой металл шириной до 60 см и толщиной не больше 1,5 мм. Диаметр жёлоба можно регулировать путём перемещения валков.
Производители
Широкое распространение в разных странах получили бендеры, поставляемые австрийским концерном Wuko Maschinenbau GmbH. Модификация Wuko Bender позволяет производить прямо на месте детали кровли, водосточных труб и различных воздуховодов. Этот ручной листогиб может дотягиваться до самых труднодоступных участков. Есть и специальный режим криволинейного изгиба с разными радиусами. На традиционном листогибочном станке, используемом промышленностью, это сделать нельзя.
Wuko Mini Bender — устройство с единственной парой роликов. Вариант 2021 обеспечивает изгиб от 0,5 до 2 см
Если нужны борта большей высоты, стоит обратить внимание на другие модификации в той же линейке. Сейчас их 2: 2030 и 2050
Но ассортимент на этом не заканчивается
Но ассортимент на этом не заканчивается
Но ассортимент на этом не заканчивается.
Если важна повышенная производительность, нужно обратить внимание на линейку Wuko Duo Bender. В таких системах есть 2 пары роликовых элементов
Разница по величине изгиба вполне ощутима — в разных моделях она может составлять от 20 до 35 см
Разница по величине изгиба вполне ощутима — в разных моделях она может составлять от 20 до 35 см
Стоит отметить и конструкцию Wuko Duo Bender 3350 Plus, которая комплектуется вспомогательной снимающейся ручкой и опорной планкой. Такие устройства оптимальны, когда надо работать на прямом участке
Разница по величине изгиба вполне ощутима — в разных моделях она может составлять от 20 до 35 см. Стоит отметить и конструкцию Wuko Duo Bender 3350 Plus, которая комплектуется вспомогательной снимающейся ручкой и опорной планкой. Такие устройства оптимальны, когда надо работать на прямом участке.
Говоря про российские сгибающие системы, полезно упомянуть модель ЛБА-215. Ее характерная особенность — гибочная балка с повышенной жесткостью. Устройство отлично подходит для производства элементов вентиляции и прочих «фасонных» изделий из металла. Возможна обработка не только стали, но и меди, и алюминия. Набор поставки включает отрезную машинку и фальцеосадочный блок, помогающий догибать заготовки до 180 градусов.
Еще одна привлекательная модель — MRB UNO 100 METALMASTER. Параметры этого листогиба таковы:
- работа со сталью толщиной 0,06 см;
- работа с медью толщиной 0,08 см;
- работа с алюминием толщиной 0,08 см;
- работа с цинком и титаном толщиной 0,08 см;
- высота гиба 10 см;
- общая масса устройства 1,3 кг.
Чертежи создания листогибочных станков
Инструмент с поворотной рамой для гибки заготовок
Подобное устройство, сделанное своими руками, домашние мастера используют чаще всего для загиба листовых изделий. Тем более что оно отличается от остальных листогибов большой универсальностью. Рабочий стол в нём создают из металла либо дерева. Размеры такого листогибочного станка — не меньше 2х1 м. Если понадобится согнуть большие заготовки, то можно с задней стороны устройства установить плоскость, размещённую на уровне со столом, или откидную раму. Делается это для крепления металла, чтобы он не выскальзывал при изменении положения.
Спереди рабочего стола следует прикрутить основание. Для этого понадобится швеллер с шириной верхней грани не больше 7 см. К его концам монтируют направляющие шпильки с пружинами. На них потом фиксируется прижим, передняя грань у которого должна быть скошена под углом в 45 градусов.
Для создания поворотной части используется уголок, размером 5х5 см, с установленной рукояткой. Монтируют его на петлях таким способом, чтобы верхняя грань материала в откинутом состоянии располагалась на одном уровне с основанием.
Простота конструкции такого листогиба и доступность материалов для его сборки позволяет хорошо сэкономить. Во многих случаях металл для рабочего стола и каркаса даже не нужно приобретать, ведь в каждой мастерской есть обрезки труб, уголков и швеллера. Из этих остатков получится отличный самодельный станок для гибки металлических листов.
Чертёж устройства из тавров
Чтобы сделать такой листогиб, понадобятся следующие материалы:
Ровная поверхность, лучше металлическая;
Уголки не менее 3 штук с шириной полки около 45 мм и толщиной примерно 3 мм.
Самодельный листогибочный станок делается из тавра. Понадобится три куска такого изделия по 2,5 метра, небольшая металлическая пластина толщиной в 5 мм для укосин, два болта размером 20 мм, а ещё пружина. Сначала нужно сложить два тавра, а потом с двух концов у них сделать отверстия под петли. При этом края ямок скашивают под углом 45 градусов. Оставшееся изделие обрезают аналогичным способом, только выемку делают глубже, чтобы использовать в качестве прижимной планки.
Затем можно переходить к привариванию петель. Делать это надо обязательно с внешней и внутренней стороны. Потом к одному тавру фиксируют укосины. После этого монтируется прижимная планка, а сверху к ней приваривают пластины из металла с выемкой по центру. Диаметр такой ямки должен быть немного шире, нежели болта. Отверстие следует выровнять так, чтобы оно располагалось с установленной гайкой на одной плоскости, и приварить.
Следующий шаг — отрезание пружины, она должна поднимать прижимную планку на целых 7 мм. Болт необходимо пропустить в отверстие этого изделия, установить пружину и завинтить гайку. Когда будет вмонтирована такая же упругая деталь с другой стороны при откручивании планка будет сама подыматься.
Чтобы сделать приспособление для закручивания, необходимо к шляпке винта прикрепить отрезки арматуры. После этого останется только приварить ручку к подвижному тавру и можно приступать к работе. Такой станок будет довольно мощным, на нём получится гнуть даже толстые и длинные листы.
Валковый листогибочный станок своими руками
При создании и установке дымоходов, вентиляционных каналов и водосточных систем не обойтись без криволинейной гибки металлического листа. Прекрасно справляются с подобной задачей валковые листогибы.
Соорудить оборудование своими руками с тремя вальцами довольно легко. Ко всему прочему, его можно оснастить электромотором или ручным приводом. Основные детали валкового листогибочного станка следующие:
Опоры вертикальные из швеллера на подшипниках и с выемками под оси.
Продольные валы. Их необходимо 3 штуки, подойдут трубы разного диаметра, имеющие заваренные торцы. Подобные изделия лучше использовать толстые, чтобы не допустить деформации.
Рама.
Узел прижима верхнего валка.
Цепной либо зубчатый привод. Он необходим для обеспечения вращения валков с одинаковой скоростью и в одном направлении.
Струбцины. Они перемещают опорные валки по горизонтали.




Одна вертикальная стойка в станке должна вращаться вокруг оси на 90–120 градусов. Так необходимо делать, чтобы заменить в последующем вальцы на цилиндры другой величины. Во время изготовления устройства вальцового типа стоит понимать, что его возможности будут ограничены силой человека. На таком самодельном оборудовании гнуть разрешается листовой металл шириной до 60 см и толщиной не больше 1,5 мм. Диаметр жёлоба можно регулировать путём перемещения валков.
Как выбрать
В линейке инструментов от фирмы WUKO присутствует несколько моделей различных ручных листогибов, подходящих под разные требования. Принцип их действия одинаков: роликовый механизм загибает кромку при протягивании инструмента вдоль листа вручную. Инженерами компании в конструкции листогиба оригинально реализован процесс отбортовки металлического листа: роликовые направляющие одновременно служат рукоятью инструмента и метрической шкалой, позволяющей выставить необходимое расстояние для гибки. Видео демонстрирует, как работает инструмент.
Wuko Mini Bender. Самая простая модель ручного листогиба – Wuko Mini Bender имеет одну пару роликов. Модель 2020 позволяет делать загиб от 5 до 20 мм. Существуют варианты с возможностью получения более высокого борта: 2030 и 2050.
WUKO DUO BENDER. Для более высокой производительности выпускаются модели с двумя парами роликов. Они также различаются по величине загиба – от 200 мм (модель 3200) до 350 (модель 3350). Так же есть разновидность WUKO DUO Bender 3350 PLUS, укомплектованная дополнительной съемной ручкой и планкой для опоры. Модели с двумя рядами роликов предназначены для работы на прямолинейных участках.
- WUKO Uni Bender. Для работы на криволинейных участках, особенно при устройстве купольных конструкций, целесообразно применять специальные ручные роликовые листогибы. Они имеют дополнительный опорный ролик, упрощающий движение инструмента по радиусу.
- DISC-O-BENDER. Этот инструмент предназначен для формирования лежачего фальца при изготовлении горизонтальных швов, примыканий ендов, и прочих работах.
Модельный ряд роликового инструмента для ручной гибки предназначен для профессиональных кровельщиков и жестянщиков, выполняющих различные задачи по устройству фальцевой кровли и других изделий из листового металла. Ручные листогибы применяются как дополнительные удобные инструменты к листогибным и фальцеобразующим станкам, но при необходимости можно использовать ручной роликовый листогиб и для изготовления небольшого объема картин при монтаже кровли своими руками. Если вы решили использовать ручной роликовый листогиб для создания картин на кровлю, не забывайте, что формирование каждого изгиба происходит в несколько приёмов: инструмент отбортовывает кромку постепенно, за несколько проходов, поэтому изготовление всего необходимого объёма картин даже для относительно небольшой крыши загородного дома займёт довольно продолжительное время.
Самостоятельное изготовление
Конструкция ручного бендера проста и элегантна. В интернете можно найти чертежи, позволяющие при наличии доступа к токарному и фрезерному станкам и умении ими пользоваться повторить инструмент самостоятельно. Однако нужно учитывать, что инструмент заводского изготовления имеет специальное покрытие роликов – наиболее нагружаемой части.
Разнообразные изделия из жести и металлического листа, полученные способом гибки, популярны и востребованы как в профессиональном строительстве и машиностроении, так и для мелкого бытового ремонта и хозяйственных нужд. Вполне работоспособный листогиб своими руками для листа толщиной до 1,2 мм из черного, оцинкованного или цветного металла можно сделать в условиях домашней мастерской или небольшого металлообрабатывающего цеха.
Ручной листогиб для толстых листов своими руками
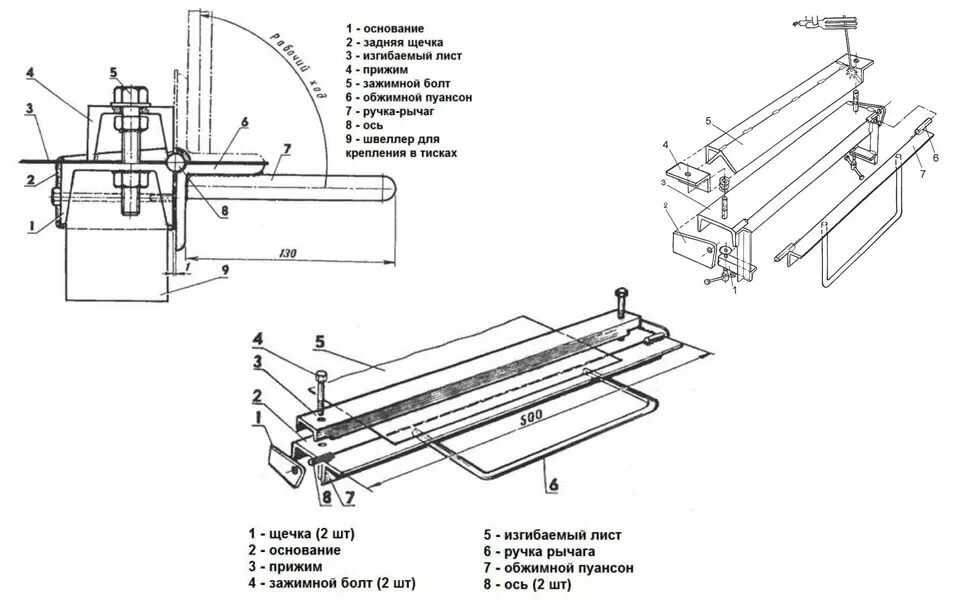
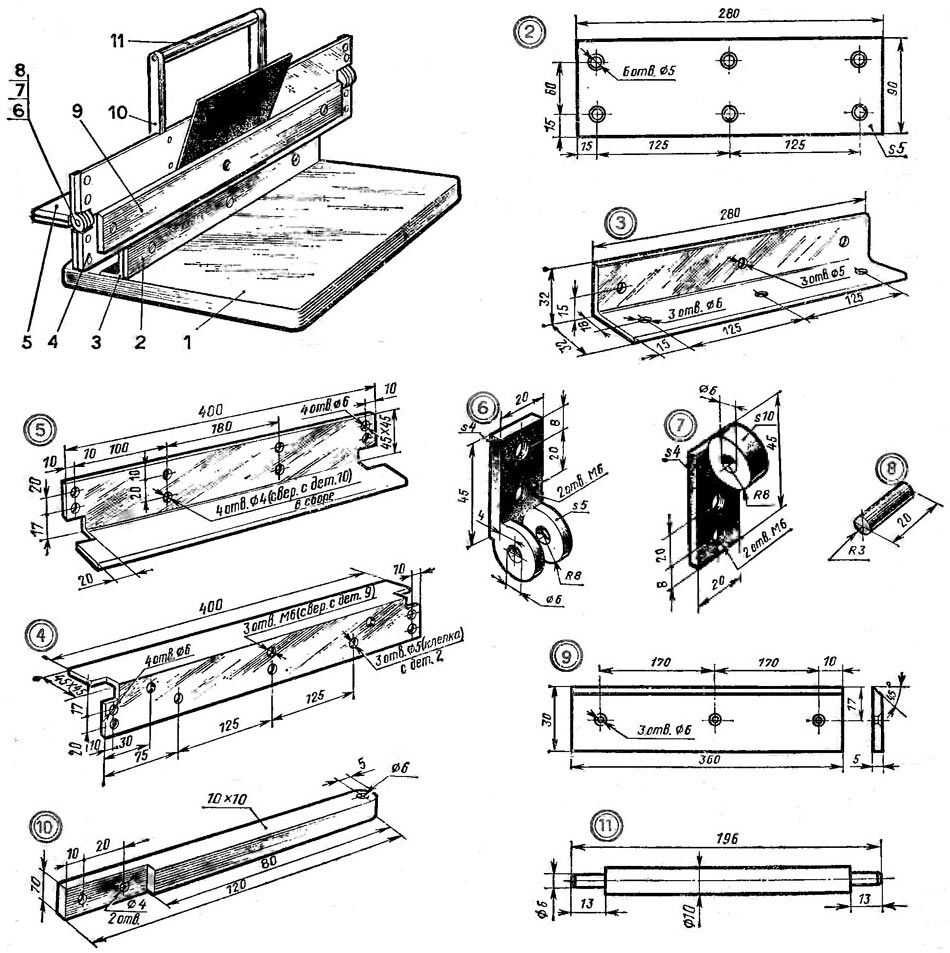
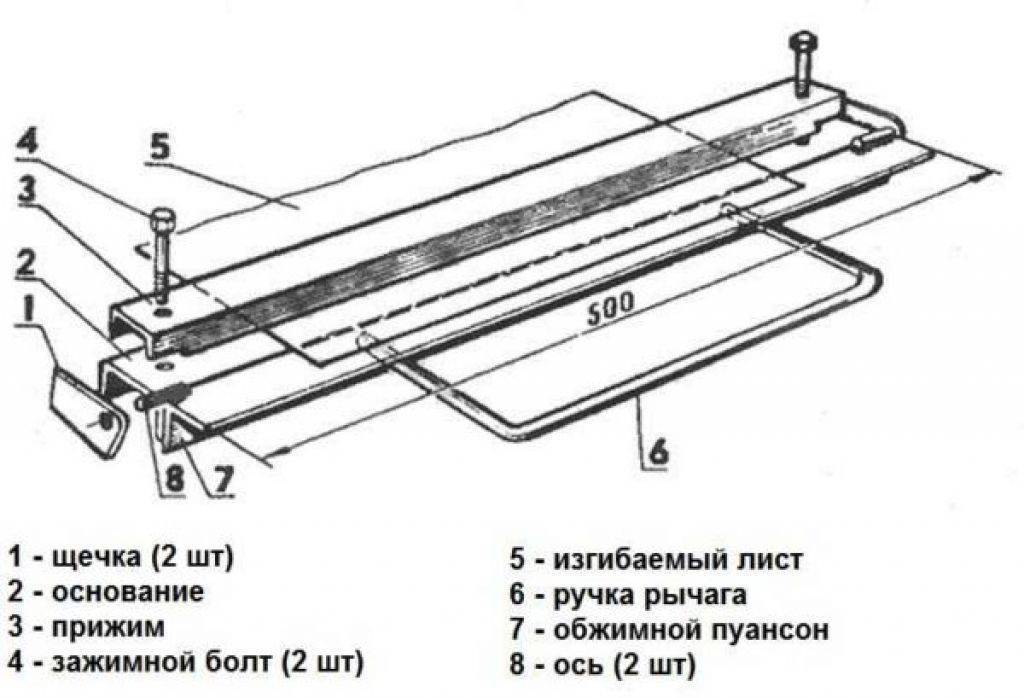
Для изготовления деталей из тонколистового металла сгодиться и самый простой вариант из дерева и минимума металлических элементов. Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон.
Материалы
Материал для ручного листогиба:
- Для основания подойдет швеллер №6,5 или №8;
- Для прижима берем швеллер №5;
- Для пуансона нужен уголок №5 с максимально толстыми стенками;
- Для ручки-рычага подойдет арматура диаметром в 15 мм;
- Прут в 10 мм, листовой металл для «щечек».
Хотя конструкция по своему принципу не отличается от первого варианта, тут не обойтись без сварочного аппарата.
Последовательность работ
Приступаем к выполнению работ:
- Пуансон нужно сделать примерно на 5 мм короче, нежели основа;
- Отверстия для болтов в прижиме высверливаются четко по оси, на расстоянии 30 см от краев;
- Из арматуры выгибается ручка-рычаг в виде скобы. Ручку нужно приварить к уголкам с двух концов;
- На концах заготовок для пуансона и основания нужно выполнить фаску параметрами 7*45° . Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону;
- Привариваем прут к пуансону таким образом, чтобы его ось совпала с ребром уголка;
- Завершительный этап – это приваривание «щечек» из листовой стали. Но для начала нужно вычислить их точное расположение. Для этого производиться проверочная сборка – пуансон и основание зажимают в тиски так, чтобы рабочая часть пуансона (из уголка) и стенка основания (из швеллера) находились в одной плоскости, но с зазором в 1 мм при помощи, например, картонного листа;
- Щечки накидываются на оси пуансона и точечно прихватываются сварочным аппаратом. Теперь проводим тестовую гибку какого-нибудь тонкого листа металла. В это время производится регулировка положения щечек относительно основания – теперь их можно приварить капитально;
- В основании просверлите отверстия около 8,5 мм при помощи заготовки с отверстиями как направляющей и нанесите резьбу М10. В эти отверстия будут завинчены зажимные болты, на которые надеваются гайки и сразу же привариваются к основанию;
- Теперь болты вывинчиваются и вставляются в более широкие (10,5мм) отверстия прижима. На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки.
Окончательная обработка деталей
 неровность этого элемента всего 0,2 мм
неровность этого элемента всего 0,2 мм
Для домашнего пользования это еще сгодится, но если вы решили профессионально выполнять какие-либо работы, то это недопустимо. Выход один – отдать прижим на фрезеровку, но делать это нужно после окончательной сборки. Когда все нюансы, которые могли проявиться, уже проявились, тогда фрезеровка действительно поможет все выровнять все до приличного результата.
Как видите, в условиях гаража можно выполнить замечательные ручные листогибочные станки. Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами. Чертежи с пошаговым описанием и мастер-класс на видео вам помогут. Советуем вам нагревать листы в местах изгиба, чтобы работы происходила еще более быстро и легко.
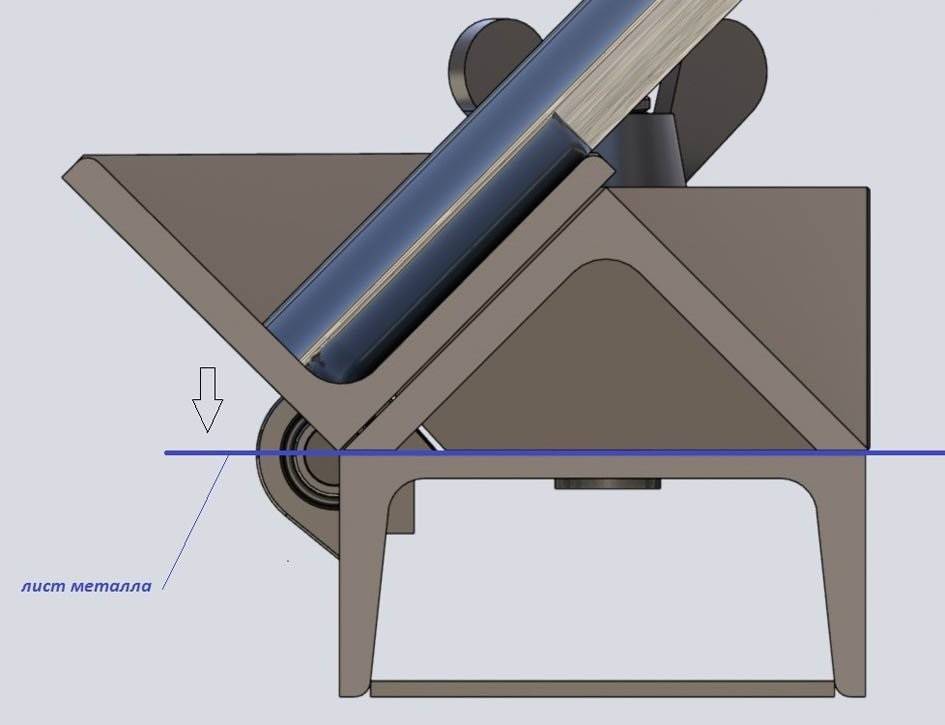
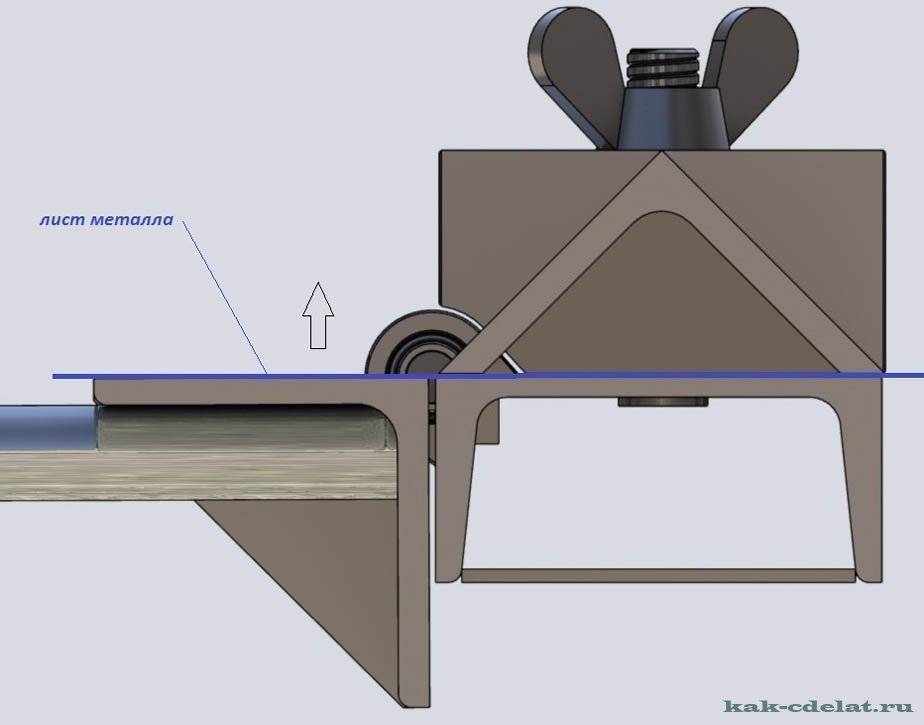
Принцип работы
Типичный станок такого вида оснащается тремя валами. Он может сгибать не только лист, но и другие металлические конструкции. Работает система любой марки и модели более или менее одинаково: ролики гибочного станка отгибают кромку. Сгиб производится в момент, когда инструмент идет вдоль края листа. Продвинутые конструкции часто оснащаются особыми направляющими, которые помимо основной функции имеют метрическую шкалу.
Для работы придется правильно установить высоту специального каната. Потом размещают листовую заготовку так, чтобы она оказалась точно между специальными роликами. Кромку гнут поступательным движением, работают максимально плавно. Высота отгиба борта может различаться, но обычно задают такой параметр, чтобы заготовка не была чрезмерно толста.


Причины, по которым стоит собственноручно собрать листогиб
Почему вообще следует браться за изготовление столь непростого оборудования своими руками? Чтобы ответить на этот вопрос, давайте пойдём от обратного и рассмотрим альтернативные методы получения ендов, коньков, желобов водосточных труб, карнизных планок и иных фрагментов кровельных конструкций.

Пример металлического желоба, изготовленного при помощи листогиба
Хотя, сразу хочу отметить, что это далеко не единственная отрасль, где требуются изделия, создаваемые путём гибки железа. Просто сейчас для наглядности коснёмся именно её.
Обойтись вообще без станка
Тут есть два варианта действий:
Покупка готовых образцов, которые значительно превосходят в цене листовой металл и даже трудовые затраты, необходимые для его обработки. То есть, это попросту отказ от ощутимой части заработка в пользу промышленных заводов;

В магазине есть готовые решения, но за них заплатить придётся намного дороже
По старинке использовать для получения нужных форм выколотку. Но это приведёт к немедленной потере многих клиентов, которые предпочитают продукцию без кондового вида. Современный рынок очень жесток в этом плане: все хотят и качественно, и красиво.








К тому же и сама работа с выколоткой является достаточно трудоёмким процессом
Купить готовый станок
Давайте рассмотрим гипотетическую ситуацию в цифрах. В среднем ручной листогиб может обойтись вам в 1500-2000 долларов США. В теории на нём получится превратить за пару дней тонну оцинкованного железа толщиной 0,55 мм и стоимостью 1000 долларов США в 250 квадратных метров профнастила, которые оцениваются уже в 1400 тех же самых денежных единиц.

Примеры готовых листов профнастила
Вроде бы всё выходит красиво, а в уме уже подсчитывается не то что окупаемость покупки, а колоссальные прибыли, получаемые в дальнейшем.
Но, к сожалению, всё не так радужно на практике, где на вашем пути встанут следующие сложности:
Углы при прокатке профнастила очень часто выходят перетянутыми, в результате чего требуется повторение операции. Это уже приводит к увеличению теоретических сроков работы; Возможны нарушения межкристаллитных связей металла. Через время в таких местах начинает ползти трещина. Переделывать такой брак придётся вам уже за свой счёт.
Линия же, которая лишена таких проблем, стоит уже в районе 20000 долларов США, которые окупить будет ещё сложнее. Плюс это всё касается того случая, когда у вас есть сбыт изготавливаемой продукции. А если вам лишь время от времени необходимы определённые изделия для выполнения заказа по кровельным работам, то о рентабельности даже самого дешёвого покупного оборудования не может быть и речи.
Для наглядности и возможности поразмыслить над данным вопросом самостоятельно приведу вам примеры некоторых конкретных моделей станков, которые можно купить уже в готовом виде:
Модель «Tapco Max 20-08»:
| Параметр | Описание |
| Длина гибки | 260 см |
| Максимальная толщина используемых металлических листов | 0,7 мм |
| Максимальная толщина используемых алюминиевых листов | 1 мм |
| Максимальная толщина используемых медных или цинковых листов | 0,8 мм |
| Максимальный угол осуществляемого изгиба | 180 градусов |
| Глубина подачи | 48 см |
| Длина станка | 264 см |
| Высота станка | 62 см |
| Ширина станка | 24 см |
| Масса | 70 кг |
| Масса с опорой | 85 кг |
| Стоимость | 155000 рублей |

Образец модели «Tapco Max 20-08»
Модель «Van Mark Metal Master Commercial MM 1051»:
| Параметр | Описание |
| Количество прижимов | 5 шт. |
| Количество пружин | 4 шт. |
| Длина гибки | 320 см |
| Максимальная толщина используемых металлических листов | 0,7 мм |
| Максимальная толщина используемых алюминиевых листов | 0,8 мм |
| Максимальный угол осуществляемого изгиба | 180 градусов |
| Глубина подачи | 52 см |
| Длина станка | 320 см |
| Высота станка | 60 см |
| Ширина станка | 49 см |
| Масса | 70 кг |
| Стоимость | 32700 рублей |

Образец модели «Van Mark Metal Master Commercial MM 1051»





