

Виды и типы соединения фитингов
Английское слово «fit» означает собирать. Именно благодаря ему фитинг получил свое название. С помощью таких соединительных элементов стыкуются трубы в одной и разных плоскостях.
Они позволяют создавать разветвленные системы, обходить препятствия. При использовании фитингов стыкуются трубы одного или разного диаметра.
Производители выпускают соединительные элементы с резьбой и под пайку. Первый тип позволяет состыковать коммуникации из полипропилена со стальными трубами и арматурой в виде кранов и задвижек.
Вторая разновидность предназначена для соединения элементов из полимеров между собой методом пайки. Прежде всего, при использовании специального сварочного оборудования. Оно нагревает детали, поэтому их структура размягчается. Только после этого фитинг можно надеть на трубу.
Муфты и переходники
Самым простым фитингом полипропиленовых труб является муфта. Она изготавливается в виде бочонка, у которого внутренний диаметр соответствует размеру сечения трубы по внешней кромке.
Муфта пп
Муфты отличаются утолщенными стенками. Они используются для соединения труб одинакового диаметра, вставляемых в так называемый бочонок с двух сторон, если он полностью изготовлен из полипропилена. Когда на муфте имеется резьба, пайка выполняется только с одного края.
Муфта комбинированная пп
Переходник — элемент позволяющий соединить трубы разного диаметра. Используется при разветвленных систем с несколькими потребителями.
Переходник пп
С помощью переходников удается заузить диаметр коммуникации и создать в контуре избыточное давление.
Уголок, тройник и крестовина
В большинстве случаев инженерные коммуникации имеют разветвленную конструкцию. Для поворота системы на 90° и 45° используются уголки. Они формируют систему необходимой конфигурации. Ведь полипропилен — жесткий и упругий материал, гнущийся только после нагрева.
Однако такой способ не используется при прокладке коммуникаций. В результате, при изгибе изменяется размер сечения и толщина стенок труб. Это уменьшает прочностные характеристики системы. Следовательно, приводит нередко к появлению течи при увеличении давления и температуры перемещаемой среды.
Уголок пп
Уголки также выпускаются с внутренней 3/4 резьбой на одном конце. Они применяются во время монтажа смесителей.
Тройник пп
Для разветвления инженерной коммуникации используются тройники и крестовины. Они позволяют свести вместе два или три отвода. Размеры фитингов для полиэтиленовых труб подбирают в зависимости от схемы.
Крестовина пп
Тройники и крестовины позволяют создавать отводы под прямым или острым углом. Этот вид фитингов выпускается также с резьбой на одном из концов. В этом случае они применяются при монтаже запорной арматуры.
Обвод и компенсаторы
Для обхода преград на пути прокладки систем применяются обводы. С их помощью создается более круглый изгиб, чем при использовании уголков. Обводы позволяют плавно изменить направление трубопроводов. Поэтому удается проложить коммуникации, отличающиеся более привлекательным и аккуратным внешним видом.
Обвод пп
Компенсаторы — детали инженерных систем, способные «поглотить» перепады давления и температуры в трубопроводах горячего водоснабжения и отопления. Они увеличивают надежность, и сохраняют целостность сетей. Выпускается несколько готовых решений. Полипропиленовые компенсаторы изготавливаются в форме петли.
Фитинг американка
Монтажный процесс ПП систем позволяет облегчить американка. Это элемент из металла и пластика с резиновой вставкой. Детали используются для разъемных герметичных соединений.
Американка пп
Такие фитинги с внутренней или наружной резьбой с одной стороны применяются при установке запорных кранов, гидроаккумуляторов, циркуляционных насосов, радиаторов отопления и так далее.
Краны, вентили и заглушки
Во время эксплуатации инженерных коммуникаций нередко приходится перекрывать воду. Это достигается с помощью установки кранов и вентилей. Они могут быть изготовлены из полипропилена или латуни.
Вентиль пп
В первом случае детали впаиваются в системы. Во втором — дополнительно применяются переходники. Следовательно, позволяющие выполнить резьбовое соединение деталей сетей из разных материалов.
Кран пп
Заглушки применяются в местах, где заканчиваются трубопроводы из полипропилена.
Заглушка пп
Такие детали могут впаиваться для постоянного перекрытия отвода или временно устанавливаться посредством резьбового соединения.
Какой инструмент можно применять
Выбор специальных клещей представлен как простейшими ручными, так и более мощными гидравлическими моделями. В домашних условиях, когда монтировать трубопровод или чинить его приходится лишь изредка, вполне достаточно функционала ручной конструкции. По качеству создаваемого стыка, если все сделать правильно и аккуратно, отличий от профессиональных приспособлений не будет






Важно учитывать, что все модели оптимизированы под конкретный диаметр. Существуют инструменты, в комплект поставки которых входят вкладыши

Тогда многое зависит от того, каков набор поставляемых вкладышей. Наряду с простейшими пресс клещами есть и более совершенные конструкции. Так, если инструмент маркирован буквами APC, это означает, что устройство автоматически отслеживает надежность формируемого стыка. До окончания обжима открыть пресс невозможно. Маркировка APS свидетельствует о том, что клещи могут не просто приспосабливаться под различные габариты фитингов, но и наиболее аккуратно распределять прилагаемые усилия. А вот если на клещах написано OPS, то инструмент оснащен ступенчатыми фиксаторами и способен благодаря этому умножать прилагаемое усилие.

Процесс опрессовки
Опрессовка систем отопления частного дома начинается с отключения от системы котла отопления, автоматических воздухоотводчиков и расширительного бака. Если на это оборудование ведут запорные краны, можно закрыть их, но если краны окажутся неисправными, расширительный бак точно выйдет из строя, а котел — в зависимости от давления, которое на него подадите. Потому расширительный бак лучше снять, тем более, что сделать это несложно, ну а в случае с котлом придется надеться на исправность кранов. Если на радиаторах стоят терморегуляторы, их также желательно снять — они не рассчитаны на высокое давление.
Иногда тестируется не все отопление, а только какая-то часть. Если это возможно, ее отсекают при помощи запорной арматуры или устанавливают временные перемычки — сгоны.
Далее процесс такой:
- Если система была в эксплуатации, сливается теплоноситель.
- К системе подключается опрессовщик. От него отходит шланг, заканчивающийся накидной гайкой. Этот шланг и подключают к системе в любом подходящем месте, хоть на месте снятого расширительного бака или вместо сливного крана.
- В емкость опрессовочного насоса наливается вода, при помощи насоса закачивается в систему.
- Перед поднятием давления надо удалить из системы весь воздух. Для этого можно немного прокачать систему при открытом сливном кране или спустить его через воздухоотвочики на радиаторах (краны Маевского).
- Система доводится до рабочего давления, выдерживается не менее 10 минут. За это время спускается весь оставшийся воздух.
- Давление повышается до проверочного, выдерживается некоторый промежуток времени (регламентируется нормативами Минэнерго). За время испытания проверяются все приборы и соединения. Их осматривают, на предмет появления течи. Причем течью считается даже слегка влажное соединение (запотевание тоже требует устранения).
- Во время опрессовки контролируется уровень давления. Если на протяжении испытания его падение не превышает норму (прописано в СНиПе), система считается исправной. Если давление упало хоть немного ниже нормы, надо искать утечку, устранять ее, потом начинать опрессовку снова.
Как уже говорилось, опрессовочное давление зависит от типа испытываемого оборудования и системы (отопление или горячее водоснабжение). Рекомендации Минэнерго, изложенные в «Правилах технической эксплуатации тепловых энергоустановок» (п. 9.2.13) для удобства пользования сведены в таблицу.
| Тип испытываемого оборудования | Испыательное давление | Длительность испытания | Разрешенное падение давления |
| Элеваторные узлы, водонагреватели | 1 МПа(10 кгс/см2) | 5 минут | 0,02 МПа (0,2 кгс/см2) |
| Системы с чугунными радиаторами | 0,6 МПа (6 кгс/см2) | 5 минут | 0,02 МПа (0,2 кгс/см2) |
| Системы с панельными и конвекторными радиаторами | 1 МПа (10 кгс/см2) | 15 минут | 0,01 МПа (0,1 кгс/см2) |
| Системы горячего водоснабжения из металлических труб | рабочее давление+ 0,5 МПа (5 кгс/см2), но не более 1 МПа (10 кгс/см2) | 10 минут | 0,05 МПа (0,5 кгс/см2) |
| Системы горячего водоснабжения из пластиковых труб | рабочее давление+ 0,5 МПа (5 кгс/см2), но не более 1 МПа (10 кгс/см2) | 30 минут | 0,06 МПа (0,6 кгс/см2), с дальнейшей проверкой в течении 2 часов и максимальным падением 0,02 МПа (0,2 кгс/см2) |
Обратите внимание, что для тестирования отопления и водопровода из пластиковых труб, время выдержки тестового давления 30 минут. Если за это время никаких отклонений не обнаружено, система считается успешно прошедшей опрессовку
Но испытание продолжают еще 2 часа
И за это время падение давления в системе не должно превышать норму — 0,02 МПа (0,2 кгс/см2)
Но испытание продолжают еще 2 часа. И за это время падение давления в системе не должно превышать норму — 0,02 МПа (0,2 кгс/см2).
Таблица соответствия разных единиц измерения давления
С другой стороны, в СНИП 3.05.01-85 (п 4.6) есть другие рекомендации:
- Испытания систем отопления и водоснабжения проводить давлением в 1,5 от рабочего, но не ниже 0,2 МПа (2 кгс/см2) .
- Система считается исправной, если через 5 минут падение давления не превысит 0,02 МПа (0,2 кгс/см).
Какими нормами пользоваться — вопрос интересный. Пока действуют оба документа и определенности нет, так что правомочны оба. Надо подходить к каждому случаю индивидуально, учитывая максимальное давление, на которое рассчитаны ее элементы. Так рабочее давление чугунных радиаторов — не более 6 Атм, соответственно, испытательное давление будет 9-10 Атм. Примерно также стоит определяться со всеми другими компонентами.
https://youtube.com/watch?v=ruN3puj3EyU
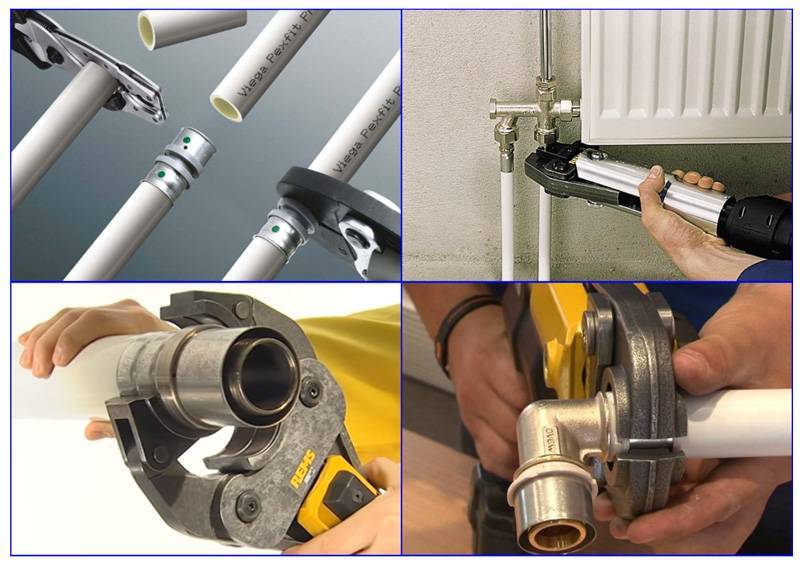
Технология использования пресс-фитингов
Соединение медных или труб из сшитого полиэтилена требует наличия следующего инструмента:
- ножницы для резки пластиковых труб (стальные изделия нарезаются с помощью болгарки);
- фаскосниматель;
- калибратор;
- рулетка, маркер;
- пресс-клещи под соответствующий профиль фитинга.
Пресс-клещи рационально использовать для соединения труб малого диаметра (до 26 мм), для обжима изделий больших размеров требуется инструмент с электроприводом — пресс-пистолет, с применением которого опрессовка фитинга занимает не более 5 секунд. Также без пресс-пистолета не обойтись если вы будете работать над соединением стальных трубопроводов, обжим которых требует повышенных усилий.
Монтаж труб из сшитого полиэтилена выполняется по следующему алгоритму:
- С помощью трубореза труба обрезается под прямым углом к своей оси (от точности среза непосредственно зависит герметичность соединения — торцевая часть трубы должна плотно прилегать к корпусу фитинга).
- На срезе трубы посредством фаскоснимателя нарезается внутренняя фаска. Овальность торца, образовавшаяся при нарезке, удаляется калибратором.
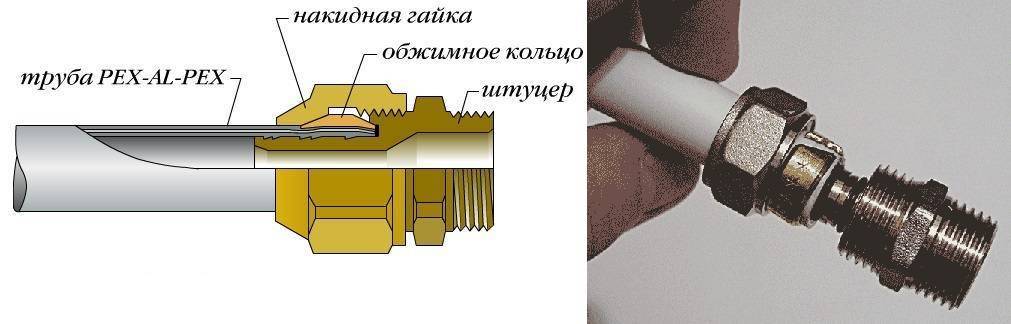
- На трубе размещается обжимная гильза фитинга, после чего труба до упора насаживается на штуцер.
- Используя клещи либо пресс-пистолет выполняется обжим гильзы.

Обжим пресс-фитинга
Если монтаж выполнен правильно, после обжима на гильзе образуются ярко выраженные кольца, которые свидетельствуют о герметичности соединения. Учитывайте, что обжим фитинга можно выполнять только один раз, если соединение имеет дефект, необходимо отрезать часть трубы, на которой закреплен пресс-фитинг, и повторить монтаж с применением нового изделия.
Особенности выбора и обзор производителей
Пресс-фитинги на рынок поставляются достаточно большим количеством производителей, они представлены в ассортименте каждой компании, реализующей трубы из сшитого полиэтилена и металлопластиковые изделия. Изучив отзывы потребителей и мнения профильных специалистов, мы выделим две фирмы — Henco и Tiemme.
Henco — бельгийская компания, один из лидеров рынка. Фирма производит пресс-фитинги двух видов — Henco PK и Henco PG. Серия PG представлена стандартными изделиями из латуни, обработанной защитным оцинкованным покрытием, тогда как пресс-фитинги PK имеют полимерный корпус из ПВДФ (поливинилденфторида). Фитинги от Henco выпускаются под трубопроводы из сшитого полиэтилена диаметром 16, 20, 26, 32 и 40 мм.
Латунные изделия могут эксплуатироваться в системах горячего водоснабжения и отопления (температурный максимум +115), тогда как пресс-фитинги из ПВДФ предназначены для трубопроводов подачи холодной воды.
Tiemme — итальянский производитель, в ассортименте которого представлены пресс-фитинги следующих серий:
- Tiemme Cobra — линейка фитингов для труб из сшитого полиэтилена;
- Tiemme 1650- пресс-фитинг для армированных металлопластиковых труб;
- Tiemme 2670 — пресс-фитинги для трубопроводов из металлопластика транспортирующих газ.
Корпус фитингов Tiemme изготавливается из латуни, гайка для обжима — из нержавеющей стали. Температурный максимум изделий составляет +95(кратковременная температура +110), они выдерживают давление до 16 Бар. Диаметры — от 15 до 63 мм.
Выбирая пресс-фитинги остерегайтесь подделок, которых на рынке достаточно много — обращайте внимание на вес (латунные фитинги массивны, низкий вес свидетельствует о том, что за латунь выдается какой-либо дешевый сплав), толщину гильзы для обжима и маркировку (буквы должны быть выгравированы, а не нанесены краской). Инструмент для монтажа фитингов — пресс-клещи также представлены в ассортименте данных компаний
Клещи от Henco (в комплекте идут насадки под пресс-фитинги диаметром 16 и 20 мм) обойдутся вам в 15 тысяч, от Tiemme — 14 тыс. рублей. Однако клещи от итальянской компании предназначены для использования с пресс-пистолетами, тогда как инструмент от Henco применяется для ручного обжима
Инструмент для монтажа фитингов — пресс-клещи также представлены в ассортименте данных компаний. Клещи от Henco (в комплекте идут насадки под пресс-фитинги диаметром 16 и 20 мм) обойдутся вам в 15 тысяч, от Tiemme — 14 тыс. рублей. Однако клещи от итальянской компании предназначены для использования с пресс-пистолетами, тогда как инструмент от Henco применяется для ручного обжима.



Как монтировать пресс-фитинги
Чтобы осуществить соединение пресс-фитингами труб из металлопластика, потребуется соответствующий инструмент, выполняющий обжатие, — пресс-клещи. Для установки детали на трубу можно выбрать ручные или автоматические устройства. Ручные пресс-клещи — хороший выбор для самостоятельных работ, поскольку они недороги, но по качеству соединения не уступают профессиональным конструкциям.
Можно также приобрести современные улучшенные модели, маркирующиеся особым способом:
Ручные пресс-клещи для монтажа фитингов для металлопластикового трубопровода
- OPS – прибор оснащен фиксаторами ступенчатого типа, которые позволяют увеличить прикладываемое усилие;
- APC – обеспечивает автоматический контроль за качеством выполнения процесса. Такой пресс не открывается до того момента, пока обжим не завершится;
- APS – особая конструкция прибора позволяет ему самостоятельно распределять усилие зажима, которое напрямую зависит от размеров фитинга.
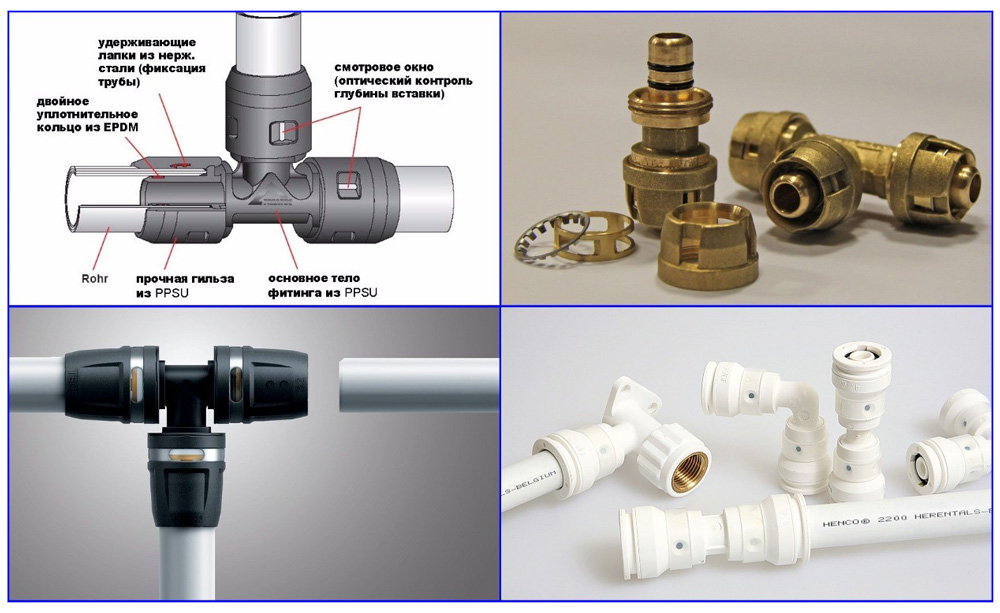
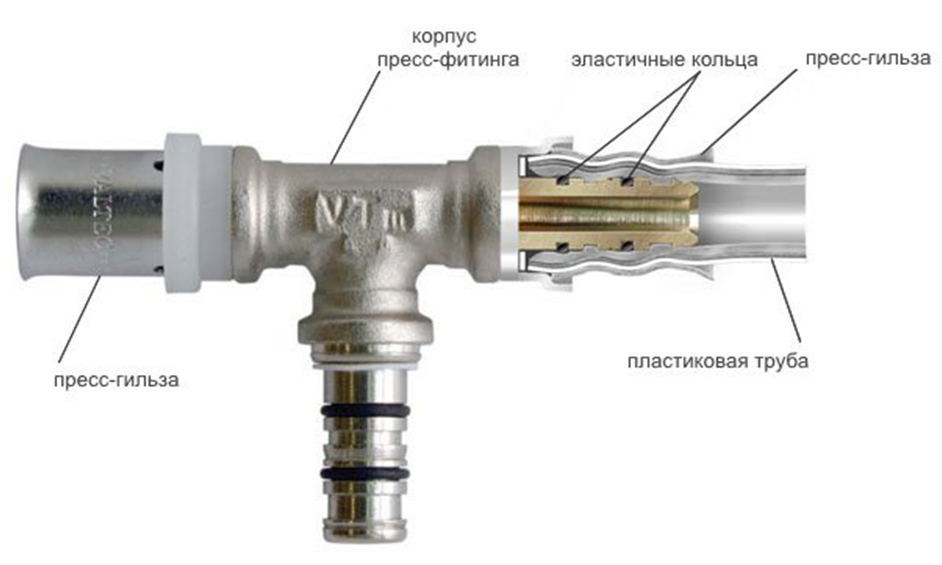
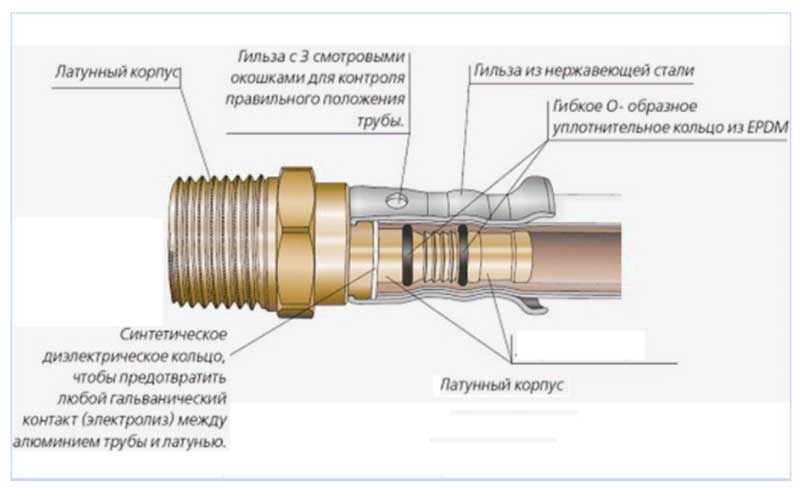
Как происходит монтаж пресс-фитингов? Особенности этого способа установки объясняются нюансами конструкции соединительного элемента. Итак, пресс-фитинг — это корпус (такой же, как и у резьбовых элементов), со штуцерами на концах, но вместо гаек с резьбой в данном случае предусматривается специальная гильза, позволяющая запрессовать место контакта трубы и собственно фитинга. Поэтому без специальной пресс-машины в процессе монтажа не обойтись.
Собственно технология установки выглядит следующим образом:
- Труба, выбранная для процесса прессования, качественно обрезается под прямым углом. Лучше использовать для этих целей специальный труборез, а не экспериментировать с подручными инструментами.
- Торец изделия обрабатывается калибровщиком — это специальное приспособление позволяет точно выровнять срез, а также снимает фаску с края трубы.
- На трубу, предназначенную для стыка, надевают гильзу.
- В торец подготовленной трубы вставляют штуцер корпуса фитинга. Торец трубы должен соприкасаться с упором на корпусе фитинга с максимально возможной плотностью.
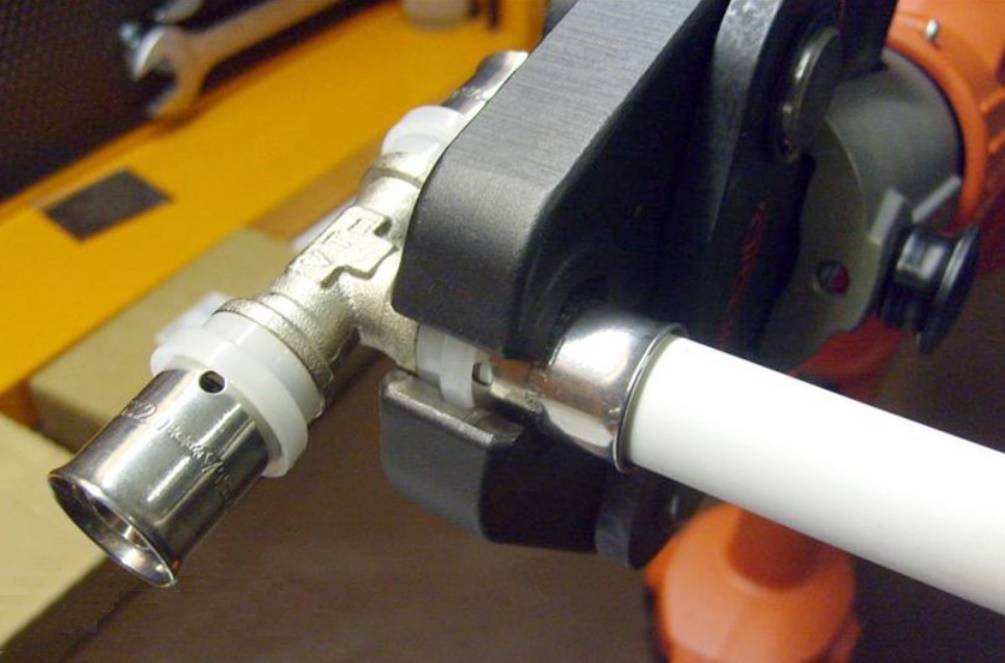
- Образовавшееся соединение помещают в тиски пресс-машины и производят обжим пресс-фитингов.
Готовое соединение металлопластиковой трубы с пресс-фитингом
После того, как соединительный элемент смонтирован, возможность его демонтажа исключена. В ручном режиме, без специальных прессующих приспособлений, такое соединение не выполнить. Однако учитывайте, что именно пресс-фитинги обеспечивают самую высокую герметичность соединений — это выгодно отличается их от резьбовых конструкций и позволяет создавать водопроводные сети там, где место стыковки труб в последующем будет недоступно.
Чтобы подобрать фитинги к трубам из металлопластика, не нужно обладать специальными знаниями
Вначале следует определиться с нужной конфигурацией изделия, а потом обратить внимание на его качество — так, латунные фитинги не могут быть легкими или слишком тонкими. Чтобы создавать качественные сети, выбирайте продукцию известных брендов — и лучше, если фитинги и трубы будут одного производителя
На данный момент высокой популярностью пользуются пресс-фитинги для металлопластиковых труб Valtec и Henko.
Технология монтажа
| Виды монтажа | Технология | Особенности |
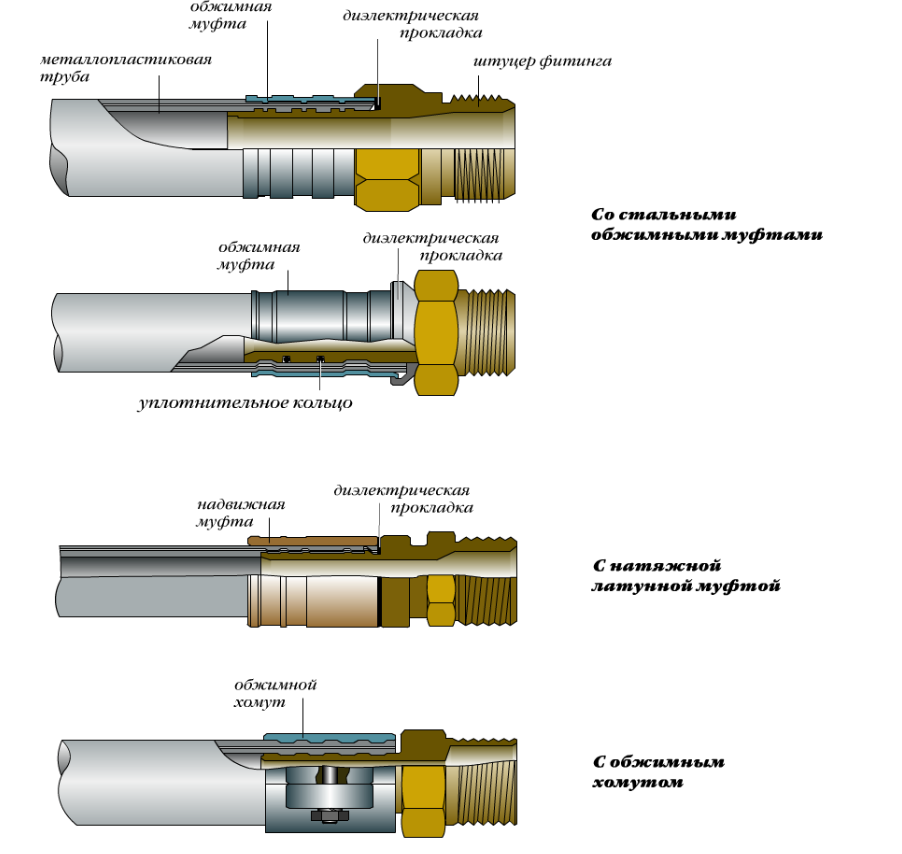
| Компрессионный монтаж | После подготовки труб необходимого размера на их концы надеваются соединительные гайки с резьбой и разрезное кольцо, после чего вставляется фитинг. С помощью гаечного ключа соединение фиксируется. | Подходит как для снабжения зданий холодной и горячей водой, так и для оборудования отопительных систем. |
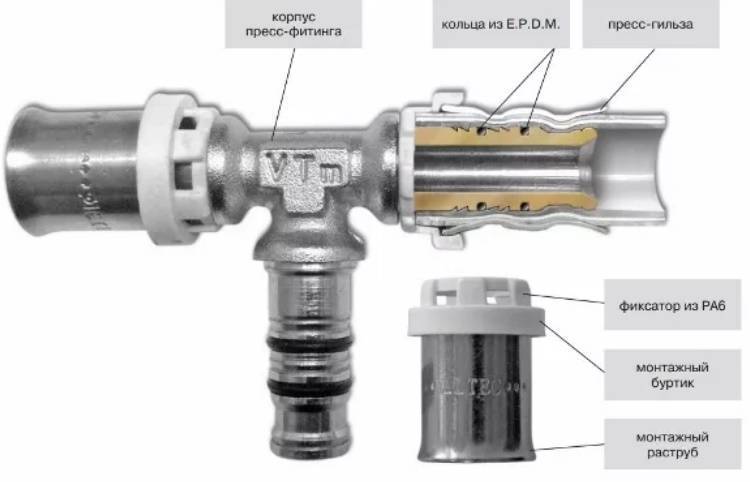
| Монтаж с использованием специальных пресс-фитингов. | На конец трубы насаживается кольцеобразная пресс-гильза. Затем в трубу вставляется расширитель для увеличения диаметра до нужного размера, чтобы до упора надеть трубу на фитинг. Поверх соединения располагается пресс-гильза, за счет которой через определенный промежуток времени труба возвращает исходную до расширения форму и плотно обжимает фитинг. | Высокопрочное соединение, которое образует цельное монолитное соединение. Произвести демонтаж для последующего монтажа трубопроводной системы не получится. |
| Монтаж с помощью электросварки. | На срез надевается муфта под сварку с клеммами, к которым подключается сварочный аппарат, с помощью которого труба и муфта нагреваются до 170°С. После остывания образуется шов. | Соединение методом сварки требует наличия специального оборудования и хотя бы начальных навыков выполнения сварочных работ. Подходит для труб с давлением рабочей среды до 12 атм. |
7 советов, какие трубы из сшитого полиэтилена для теплого пола, отопления и водоснабжения лучше выбрать
Диаметр обжимной трубки
Как определить нужный диаметр изделия, если нам известен диаметр поводкового материала? Смотрите схему петель
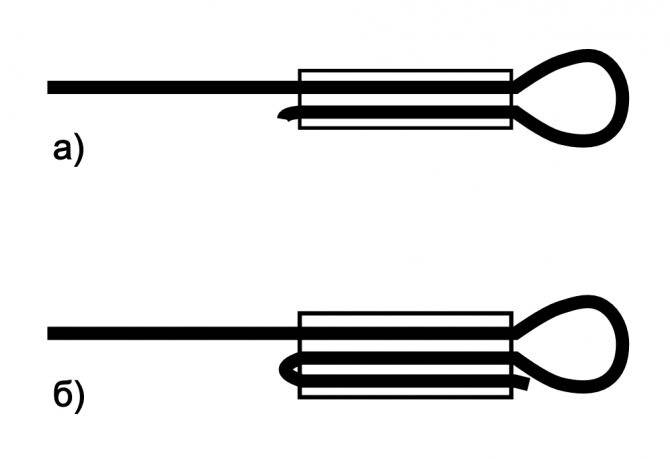
Так, в схеме «а» видно, что материал проходит через трубочку дважды, соответственно и сама трубка должна поводковый материал в диаметре превосходить в два раза. Во втором случае, материал проходит сквозь трубку трижды, что и рекомендуют делать опытные рыболовы, так как от количества прохождений зависит и надёжность конструкции – трубка берётся ещё больше.
Вообще в данном вопросе следует руководствоваться внутренним диаметром, о котором производители трубок сообщают нам на упаковочном материале. К примеру, на упаковке обжимных трубок от производителя Trabucco указанные диаметры: 0,5 мм, 0,75 мм, 1,0 мм, 1,5 мм и более говорят о разрывной нагрузке вашего поводка от 3 до 12 кг. Если вы приобрели трубки диаметром более 1,5 мм, для монофильной лески с параметром от 0,6 мм, то имейте в виду, что их нужно использовать в морской рыбалке, например в Средиземном море Израиля для ловли морского хищника.
Если приобретать трубки от Master, то здесь применяется другой размерный ряд внутреннего диаметра трубок: 0,8 мм, 0,9 мм, 1,2 мм, 1,4 мм, 1,6 мм и более. Такие изделия можно использовать для ловли морским троллингом или для ловли на джиг приманки. Недостатком этих трубочек является утолщённость их стенок, что, во-первых, увеличивает силу их сдавливания и во-вторых, площадь сжатия.
Методы соединения PEX труб
Есть 4 способа подключения продуктов PEX. Эти методы проверены и одобрены производителями в индивидуальном порядке. Каждому из них потребуется свой набор инструментов для установки.
Подробнее обо всех типах подключения.
Соединительные пресс фитинги
Выполнение пресс-фитингов аналогично стыковке металлопластиковых линий. Последовательность действий следующая:
- Часть изделия вырезается специальной фрезой, фаска снимается с помощью развертки.
- Необходимая насадка устанавливается в цангу пресса, фитинг вставляется до упора.
- Подготовленная деталь устанавливается в опрессовочную головку.
- Ручки инструмента легко соединяются.
Фазы подключения показаны на рисунке:

Работа с пресс-фитингами
Соединение опрессовкой
Следующий метод называется опрессовкой. Принцип метода аналогичен первому, с той разницей, что фитинг вставляется внутрь и формирование уплотнения происходит с помощью компрессионного кольца (зажима).
Давайте посмотрим на процесс пошагово:
- Секатор отрезает необходимый сегмент под углом 90 градусов.
- Мы используем калибратор, чтобы обработать финальную грань реза, тем самым придав ему округлую форму, убрав фаску. При отсутствии инструмента фаска снимается наждачной бумагой.
- Фитинг вставляется до упора, предварительно вставляется обжимная втулка или зажим.
- Обжимной инструмент — радиальный пресс обжимает соединение. Готовый стык при проведении работ должен получить кольцевые бороздки правильной формы.

Опрессовка зажимом
Метод наиболее востребован для крепления фитингов к трубам PEX. Однако готовая пломба не обеспечивает уровень надежности специально разработанного метода соединения труб из сшитого полиэтилена.

Опрессовка труб отопления и водоснабжения — что это такое, как правильно сделать
Опрессовка трубопровода — это полное испытание на герметичность с целью обнаружения возможных утечек перекачиваемой среды. Опрессовка труб проводится не только по отношению к системам…
Напрессовка
Метод проталкивания обеспечивает простое, но эффективное подключение к линии. При этом этот метод не требует покупки специального инструмента для установки сшитого полиэтилена. Все, что вам нужно, это резак и два обычных или разводных ключа.
Многоступенчатая процедура сборки:
- На трубу надевается зажимная втулка.
- Эспандер расширяет зону резки.
- Фитинг-ниппель установлен.
- Конструкция помещается в осевой пресс.
- С помощью пресса гильза надвигается на стык, плотно фиксируя соединение.

Метод давления
Этот способ считается эффективным, благодаря проявлению всех положительных качеств материала. В частности, уникальной особенностью является молекулярная память.
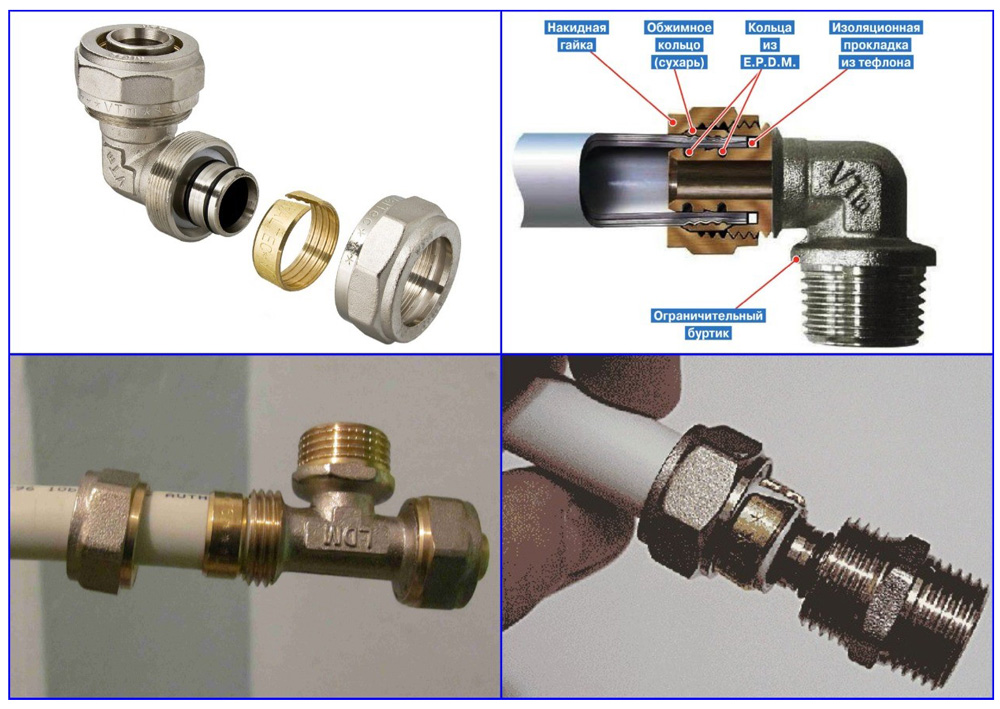
Разъемное соединение компрессионными фитингами
Четвертый способ распространен в быту для организации водопровода. Суть метода позволяет создать разъемное соединение, которое легко заменить.
К тому же технология завоевала популярность благодаря простоте монтажа — нет необходимости приобретать специальный инструмент для установки труб из сшитого полиэтилена. Процедура выполняется обычным ключом.







Этот процесс выполняется поэтапно, как этот.
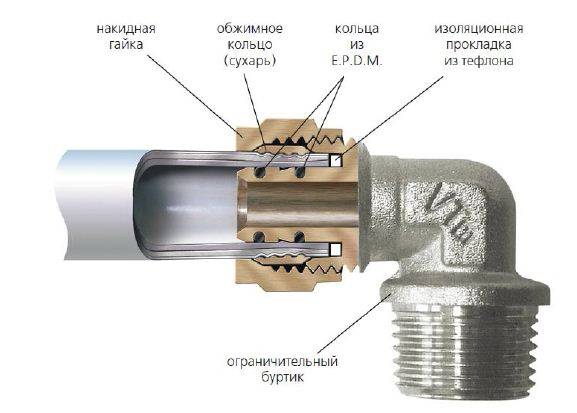
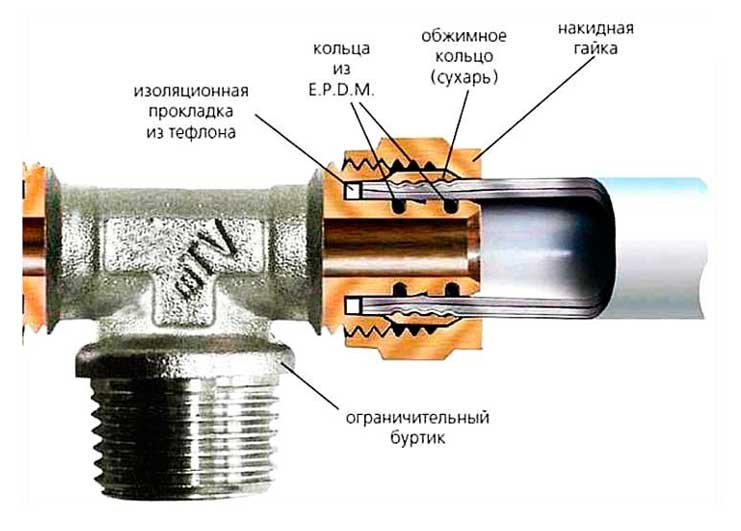
- Труба нарезается на необходимую длину. Обжимная гайка с конусом, на конец надевается разрезное кольцо. Затем в трубу вставляется компрессионный фитинг.
- По внешней резьбе фитинга к нему до упора накручивается гайка. В результате разрезное кольцо, уплотняющее поверхность трубки, сжимается. В качестве дополнительных уплотнений выступают резиновые кольца, которые надеваются на фитинг.
Компрессионный фитинг из съемного пластика
Достоинством метода является возможность демонтажа системы без значительных потерь. Недостатком является необходимость технического обслуживания, так как гайка со временем ослабляется и ее необходимо подтягивать, что подразумевает установку с учетом дополнительного обслуживания.
Виды и ассортимент
Элементы соединения для труб из металлопластика (например, электросварная муфта ПНД) классифицируют по способам фиксации.
Такая классификация разделяет ассортимент на:
- разъемный фитинг – изделия закрепляются при помощи цанговых узлов с резьбовой парой;
- компрессионный фитинг – изделия закрепляются при помощи обжимного кольца и гайки;
- неразъемный или пресс-фитинг – изделия закрепляется при помощи запрессовки.
При выборе фитинга (как соединить трубу ПНД с металлической) нужно знать характеристики всех видов.
При руководстве ценой можно выбрать некачественные изделия. В этом случае места соединений не будут надёжны и долговечны.
Указанные выше виды элементов отличаются только способом закрепления, ассортимент у них один и тот же. Соединительные элементы, вне зависимости от производителя, подразделяются на четыре группы:
- муфты для стыка двух труб;
- крестовины и тройники, предназначенные для разветвления трубопровода;
- запорные элементы – кран, вентиль, клапан;
- фигурные элементы, предназначенные для обвода без соединения труб.
Возможны комбинации перечисленных элементов, например, крестовины с шаровым краном.
Перед приобретением фитингов лучше проконсультироваться с сантехником, который подскажет, в каком месте какой элемент наиболее уместен.
Обжим пресс-фитингов. Как правильно делать
Пресс-фитинги отличны внешним видом и конструкцией. Но неизменной остается часть, помещающаяся в процессе работы в полость трубы. Обжимное кольцо, которое эту трубу скрепляет, также неотъемлемая часть фитингов.
Благодаря обжиму и получается добиться эффекта герметичности без использования дополнительных деталей скрепления.
Для того, чтобы соединение металлопластиковых труб получилось максимально эффективным, необходимо выполнять конкретные шаги:
- Подготовить трубы к соединению. Специальными кусачками отрезается необходимая длина. Выполняется этот элемент жестким надавливанием при небольшом повороте трубы до того момента, пока она не будет аккуратно надрезана.
- Калибровать трубы. Специальный калибратор сделает так, чтобы в процессе монтажа и резки труба не становилась овальной (как это обычно и бывает). Торцы трубы делают округлыми с помощью вращательных движений, предварительно вставив калибратор во внутреннюю полость.
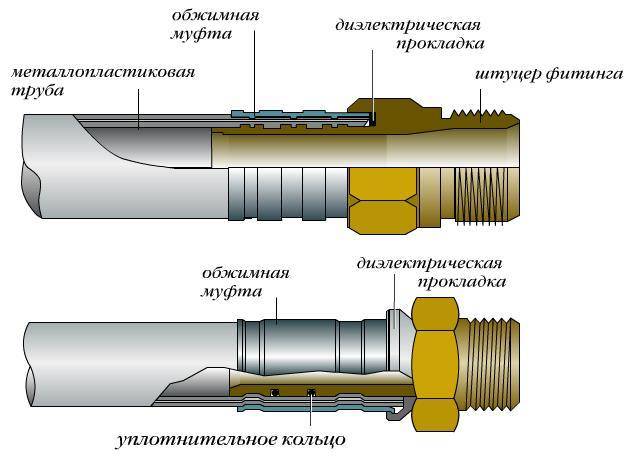
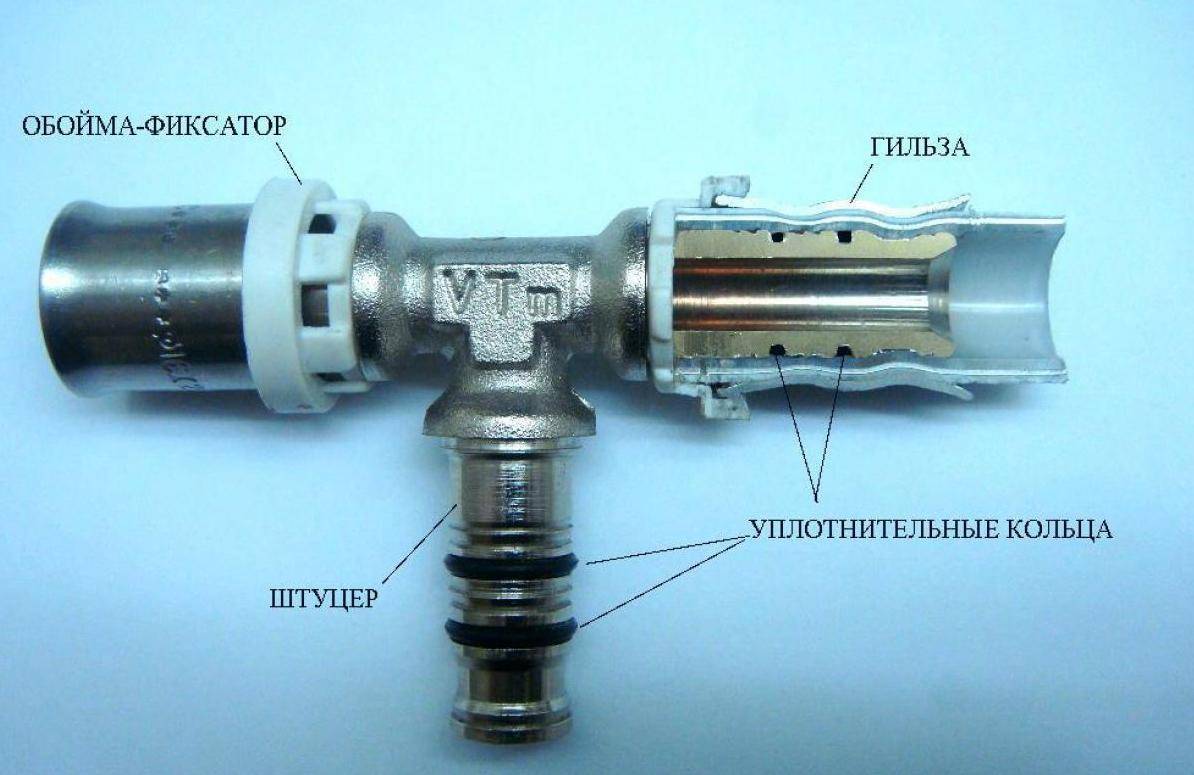
- Обжимная муфта. Она почти всегда представлена в виде широкой шайбы.
- Штуцер тоже необходимо вставлять в трубу. Внутри уже должны находиться уплотнительное кольцо, а также специальные, служащие закрепителем, прокладки.
- После всех подготовительных работ можно приступать к обжиму. Он выполняется специальным механическим, либо электрическим прессом для обжима. В домашних условиях всё чаще используются механические пресс-клещи.
- При разведенных в стороны на 180 градусах рукоятях пресс-клещей вставляются втулки в раскрытую обжимную головку.
- Втулки подбираются для каждой работы индивидуально, согласно диаметру трубы.
- Далее необходимо расположить инструмент поверх муфты и соединить рукояти. Так проводится обжим и соединение штуцера и пластиковой трубы.
- Убрать пресс-клещи для перехода к следующему участку можно вновь расставив в стороны его рукояти.
Соединенные таким методом трубы становятся прочными и герметичными. Считается универсальным для использования как в домашних условиях самостоятельно, так и для крупных объектов, монтируемых профессионалами.
Как выбрать пресс клещи
Несмотря на то, что процесс монтажа фитинга не является сложным, чтобы выполнить работу нужно использовать специальный инструмент под названием пресс клещи, которые предназначаются для установки соединительных изделий на трубы. В продаже имеются как более простые ручные модели, так и сложные – гидравлические.
Чтобы своими руками произвести установку фитингов, домашнему умельцу будет достаточно ручного инструмента, поскольку им проще пользоваться и стоит он гораздо дешевле. Что касается качества соединений, сделанных с его помощью, то оно не уступает тем, которые производились при помощи профессиональных гидравлических пресс клещей.
Преимущества и недостатки
Пресс-фитинги уже зарекомендовали себя как надежные и прочные закрепители металлопластиковых конструкций.
Рассмотрим другие положительные стороны использования пресс-фитингов:
- Работа системы не нуждается в контроле и дополнительном обслуживании. Можно устанавливать скрытый трубопровод, либо же вовсе заливать систему цементом.
- При колебаниях температур не возникает эффекта расширения труб. Благодаря этому, пресс-фитинги можно использовать для труб, подающих горячую воду.
- Быстрый монтаж. Для того, чтобы установить такую систему, достаточно вооружиться специальными пресс-клещами. Особых навыков для установки не потребуется.
- Нет необходимости в большом количестве арматуры. Прокладка трубопровода упрощается. Расход на материалы – уменьшается.
Помимо достоинств, однако, выделяют и некоторые недостатки пресс-фитингов:
- «Одноразовость» системы. Такую конструкцию невозможно рассоединить. Если во время установки пресс-фитинг запрессован неправильно, единственное, что придется сделать – отсоединить его и выбросить.
- Латунные изделия имеют свойство со временем покрываться малоприятной для глаза патиной и темнеть. Впрочем, пользователи советуют покрыть такую конструкцию никелем или хромом для придания декоративности.
- Пресс-соединения из латуни рассчитаны в своей работе на давление в 16 атмосфер. Но в городских квартирах давление преимущественно варьируется в пределах 2-3 атмосфер.





