

Преимущества и недостатки такой пайки
Рассматривая варианты как спаять без паяльника ту или иную часть полипропиленовых труб можно заметить, что в каждом способе есть свои преимущества и недостатки. К преимуществам такого способа можно отнести:
- Отсутствие необходимости в покупке паяльника, если его нет в наличии;
- Возможность использовать простые подручные средства;
- Экономически выгодный процесс создания соединения, который обходится дешевле, чем при использовании паяльника;
- Возможность работы с трубами любого диаметра, как с самыми мелкими, что достаточно легко, так и с более крупными, что потребует больше терпения и опыта.
Здесь же могут присутствовать и недостатки, так как не зря основным рабочим инструментом является паяльник. К негативным моментам как паять без паяльника полипропиленовые трубы относятся следующие пункты:
- Низкая технологичность процесса, которая создает определенные ограничения на ремонтные работы в некоторых областях;
- Здесь сложнее добиться высокого качества за счет того, что большинство инструментов напрямую не предназначено для данной работы;
- Сложно работать с труднодоступными местами, к которым легко можно добраться паяльником;
- Возможность возгорания близлежащих предметов при использовании газовой горелки и баллонов.
Монтируем седла в водопроводную систему
Этот элемент трубопровода используется для создания дополнительного отвода, и необходимость его установки возникает, как правило, при ремонте действующих разводок.
Инструкция по сварке с использованием вварных сёдел Wavin Ekoplastik
В трубу большего диаметра впаивается фитинг меньшего размера, позволяющий установить ответвление от действующей разводки под углом 90 градусов.
Для этого нужно:
В стенке действующей трубы мастеру нужно просверлить отверстие нужного диаметра, удалить заусенцы и выполнить фаски.
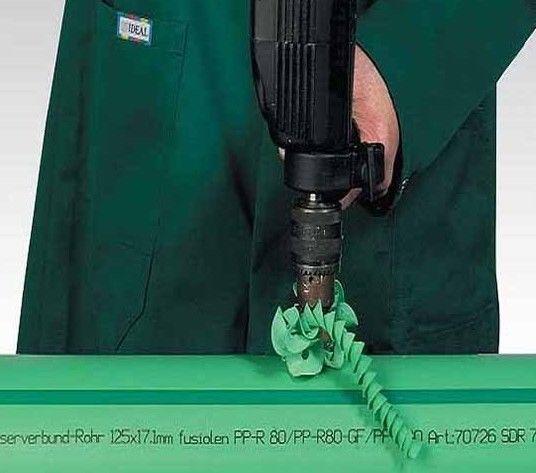
Сопрягаемые детали прогреваются паяльником по традиционной технологии.
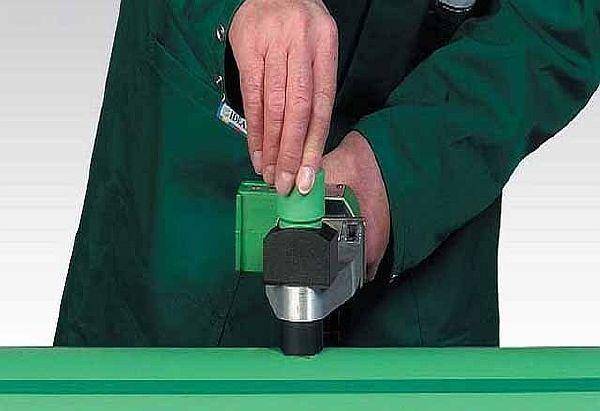
Седло (фитинг) плотно устанавливается в отверстие в трубе.
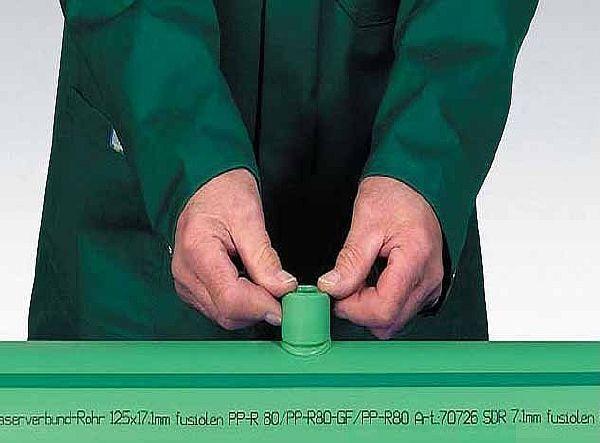
Такой способ создания дополнительных разветвлений в водопроводе из полипропиленовых труб позволяет с наименьшей трудоемкостью продолжить развития сети.
Знание того, как правильно паять полипропилен позволит без затруднений монтировать трубопроводы любой длины и степени сложности.
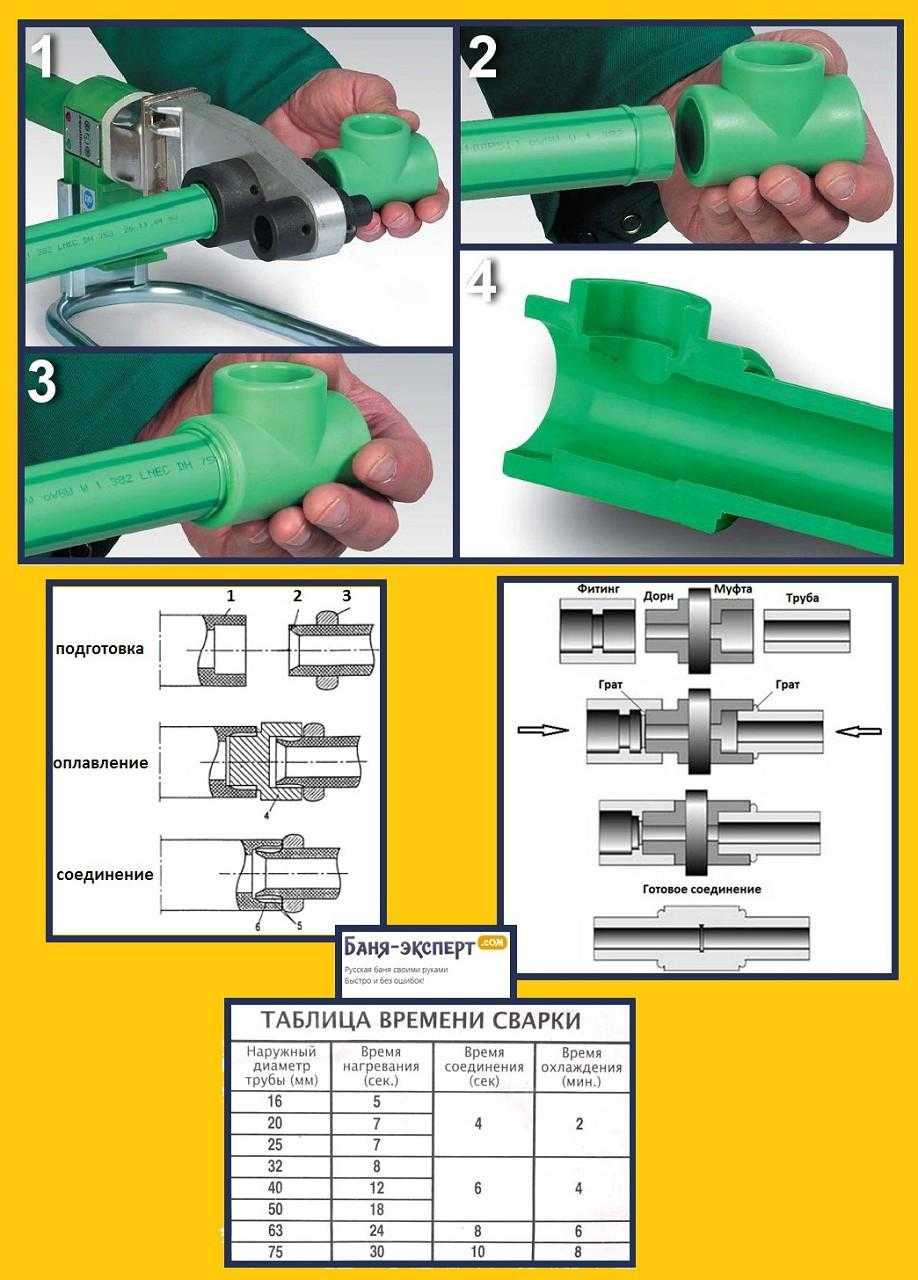
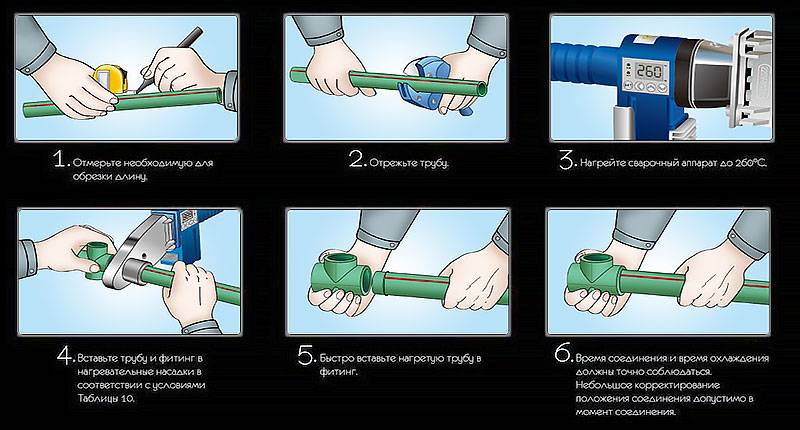
Этапы пайки
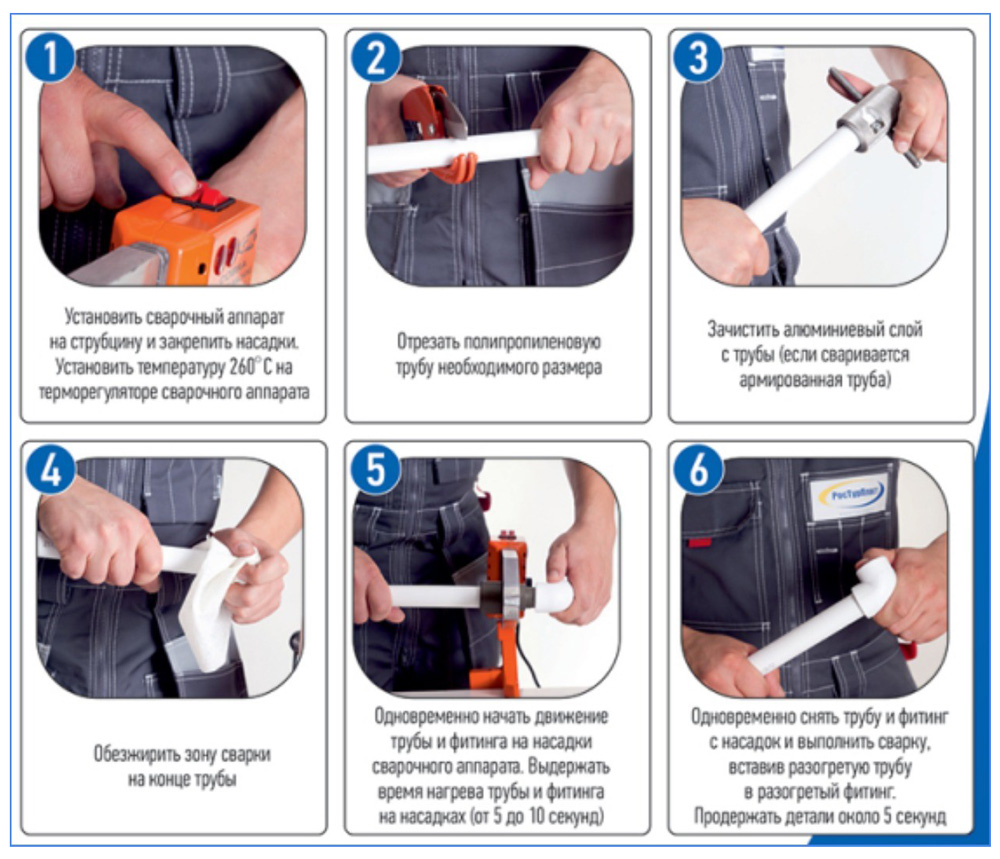
Перед тем, как начать соединять трубопровод, рекомендуем немного потренироваться. Для этого:
- Возьмите трубы необходимого размера, при необходимости использовав ножницы для пластика.
- Очистите их от заусенец, пыли, грязи и иных посторонних веществ, обезжирьте поверхность кромок.
- Маркером отметьте место, которое будете расплавлять (место для расположения там фитинга), в случае, если вы осуществляете муфтовый способ соединения
- Закрепите паяльник для труб на столе. Как пользоваться паяльником для полипропиленовых труб конкретной модели указано в его инструкции.
- Выберите нужные по размеру насадки, закрепите их на аппарате для сварки пнд труб.
- Выставите необходимую температуру согласно таблице ниже. Средняя температура нагрева составляет примерно 260-270 градусов.
- Когда аппарат нагрелся (обычно об этом свидетельствуют погасшие лампочки спустя 2-3 минуты), нужно надеть трубу и фитинг на насадки и выдержать необходимое количество времени согласно инструкции или согласно таблице ниже. Если сварочный аппарат для пнд изделий нагревается дольше, значит, нужно выдержать больше времени. В случае, если температура в помещении ниже +20 градусов, время нагревания нужно увеличить. При недостаточном нагреве спаять делали у вас получится, но изделие будет некачественным. Такие же последствия будут, если детали перегреть. Это можно заметить, так как деталь становится слишком мягкой.
- Оперативно снимите детали с насадок и соединяете их друг с другом. Прилагаем немного усилий, сильно не давим и не вращаем элементы. Некоторые профессионалы при муфтовой сварке допускают совсем небольшие вращения, но лишь с целью «вхождения» одной детали в другую.
- Подождите несколько секунд и соединение готово.
- Остудите изделие, дав ему побыть в неподвижном состоянии. Это будет дополнительной гарантией качественного изделия.
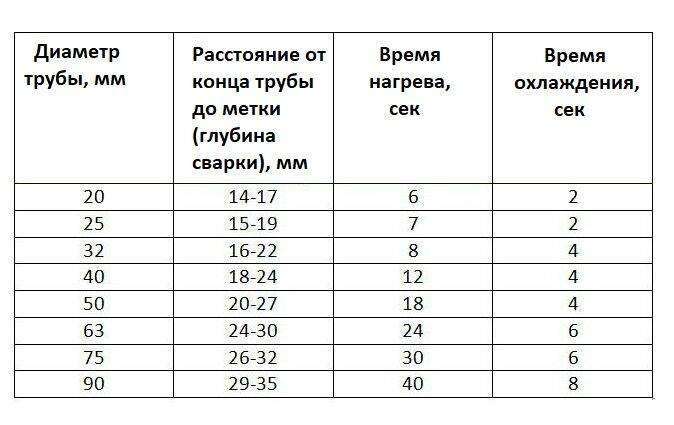
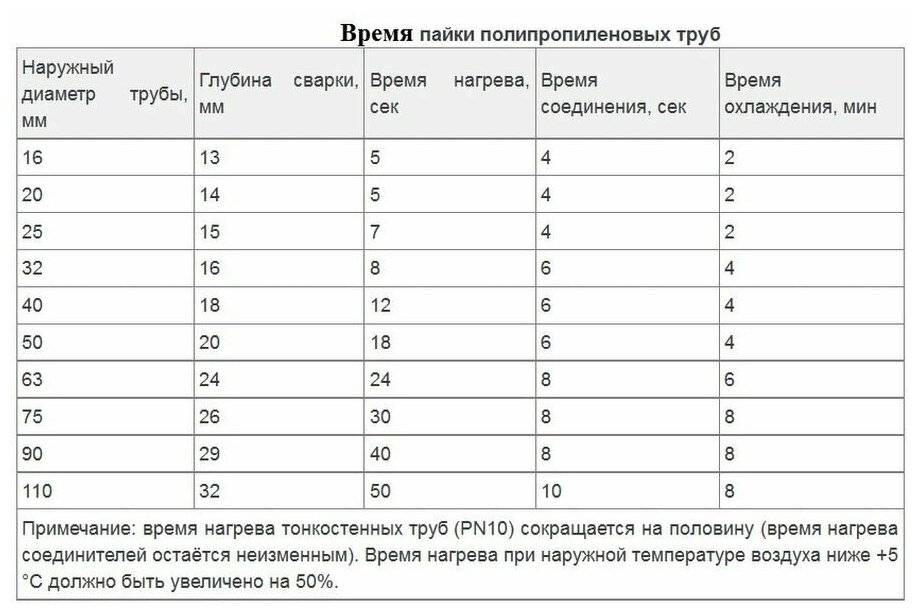
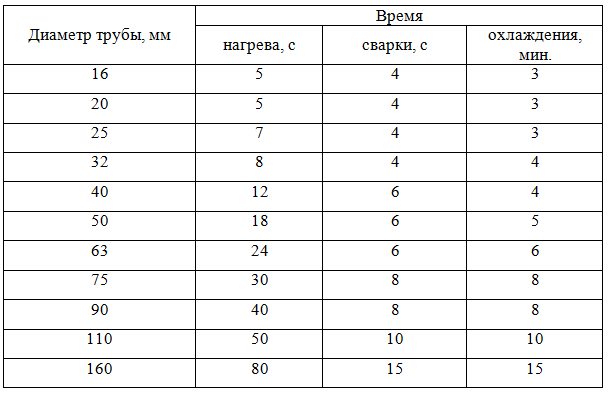
Таблица соотношения показателей времени пайки в зависимости от размера трубы, необходимое время соединения и охлаждения.
| Объем труб (см.) | Время нагрева (сек.) | Время сварки (сек.) | Время охлаждения после сварки (минуты) |
| 1,6 – 1,3 | 5 | 4 | 3 |
| 2 – 1,4 | 5 | 4 | 3 |
| 2,5 – 1,6 | 7 | 4 | 3 |
| 3,2 – 1,8 | 8 | 4 | 4 |
| 4 – 2 | 12 | 6 | 4 |
| 5 – 2,3 | 18 | 6 | 5 |
| 6,3 – 2,6 | 24 | 6 | 6 |
| 7,5 – 2,8 | 30 | 8 | 8 |
| 9 – 3 | 40 | 8 | 8 |
| 11 – 3,3 | 50 | 10 | 10 |
| 16 – 3,5 | 80 | 15 | 15 |
Как паять — описание технологии процесса для начинающих
Как сварить полипропиленовые трубы наглядно демонстрирует предоставленное видео. В нем вся технология процесса объясняется очень детально. Просмотренный перед работой урок, даст возможность быстрее понять, что представляет собой технология сварки полипропиленовых труб, и показывает, как она используется на практике.
Так же видео подробно освещает каждый этап действий, и то, как нужно сварить конструкцию правильно. Материал, который оно излагает, следует изучить очень внимательно, это станет залогом того, что дальнейшие самостоятельные действия не вызовут никаких затруднений.
Видео инструкция полностью подтверждает, что пользоваться сварочником совсем не сложно. Но, начинающий зритель заметит, что все действия подчиняются определенным правилам.
Обязательно смотреть начинающим мастерам видео урок как правильно паять.
Сварка полипропиленовых труб
Для горячего аппарата рекомендуют обустроить подставку, потому, что руки начинающего мастера должны быть свободными. Иначе сварить конструкцию будет невозможно.
На регуляторе выставляют температуру в +260 градусов по Цельсию. Этот показатель называют оптимальным для плавления полипропиленовых изделий. Так же он безопасен для тефлонового покрытия насадок. Регулятор на устройстве может отсутствовать.
Это совсем не означает, что такой сварочный агрегат не пригоден для того, чтобы хорошо соединить пластик. Это бывает по той причине, что другая температура для прогрева пластиковых материалов, кроме указанной нормы не используется. Поэтому делать большой акцент на этом вопросе не стоит.
После этого начинают производить своими руками саму пайку. Фитинг и труба одновременно одевается на насадки. Вставлять заготовку и фитинговый элемент необходимо с заметным усилием. Это продиктовано тем, что каждая насадка на нагревательном устройстве производится в форме конуса с уклоном в пять градусов.
Номинальному показателю соответствует только внутренний диаметр поверхности. Трубную заготовку нужно вставлять до упора, но ее нельзя придавливать далее. Сильное продавливание в данной ситуации может закончиться образованием внутреннего утолщения.
Самостоятельная сварка полипропиленовых труб подразумевает быстрое скрепление подогретых деталей из полипропилена
Так же важно помнить, что проворачивать или сдвигать созданную конструкцию нельзя до полного остывания
Для того чтобы поправить небольшой изъян, будет только несколько секунд. Любые подвижки после могут пагубно отразиться на герметичности созданного узла.
Входной контроль фитингов, труб, насадок
Существуют определенные требования к процессу предварительной поверки маркировки фитингов, труб, их упаковки, контроля соответствия размеров наружных и внутренних диаметров, толщины стенок труб. Все размеры должны точно соответствовать размерам, которые указаны в сопроводительной документации, сертификатах.
В существующих ГОСТах нет данных касательно полипропиленовых труб, поэтому лучше пользоваться нормами DVS. Суть этих норм сводится к тому, что полипропиленовую трубу можно ввести в нагретую гильзу лишь прилагая усилия, при этом наружная поверхность трубы должна быть оплавленной. То же касается и фитинга – нагретый дорн можно ввести в фитинг только через силу, при этом с оплавленной внутренней поверхностью.
Исходя из этого можно ограничиваться достаточно постой проверкой – трубу диаметра соответствующего диаметру гильзы нельзя ввести в неё пока она находится не в нагретом состоянии. То же касается фитинга и дорна. Если выбранные полипропиленовые детали совмещаются c холодными насадками – перед вами явный брак.


![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://merkrasok-shop.ru/wp-content/uploads/f/d/7/fd7d41ef12ca90f505ad16935e533b74.jpeg)





Следует отметить, что практически все качественные насадки конструкционно снабжены воздушным каналом в боковой части.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
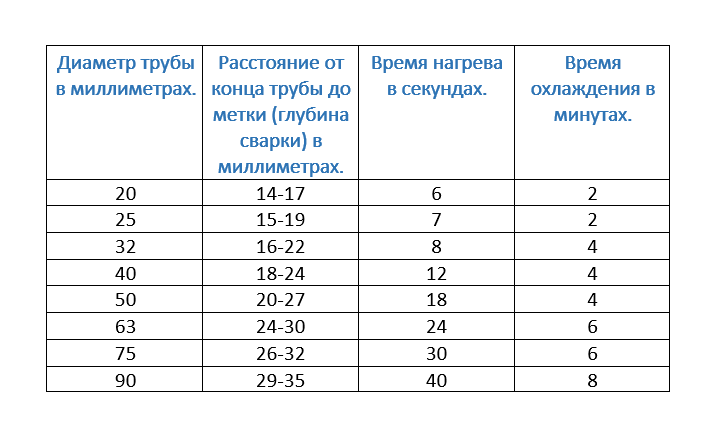
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Методы соединения ПП труб
Для того, чтобы смонтировать систему правильно, необходимо точно выдерживать технологию монтажа ПП труб. Целевое назначение проекта определяет последовательность сборки системы и то, как правильно сваривать (варить) полипропиленовую трубу.
Виды стыковки:
- муфтовое соединение – при этом оконечная часть ПП трубы сращивается с продолжающим отводом при помощи фитинга в виде муфты. В этом случае чаще всего применяется такая технология сварки полипропиленовых труб, когда разогреваются внешние поверхности полипропиленовых труб и внутренние поверхности стыковочной муфты, так называемая «раструбная» сварка. Результат – прочное, надежное и герметичное соединение, при соблюдении всех этапов сварки и температуры прогрева. Способ раструбной сварки полипропиленовых труб наиболее распространенный;
- соединение встык. Свариваемые поверхности – торцевые срезы ведущей ветки и ответной части полипропиленового трубопровода. Стыковая сварка чаще всего применяется при прокладке труб большого (от 40мм и выше) диаметра.
- технология сварки полипропиленовых труб большого диаметра предполагает использование специального, профессионального оборудования. Соединение обладает высокой прочностью. Если верно выбрана температура и усилие прижима, то соединение получается герметичным;
- соединение с использованием зажимных или само — фиксируемых фитингов. Рационально использовать для магистральных трубопроводов с низким уровнем давления;
- холодная сварка полипропиленовой трубы.
Использование клеевых составов и быстро застывающих компонентов с высокой адгезией для создания прочных и герметичных швов.

Трубы небольшого диаметра проще всего соединить при помощи фитингов
Холодная сварка позволяет решить задачу, как сварить полипропиленовую трубу для отопления в местах, где нет возможности задействовать электрооборудование.
Оборудование для сварки
Аппарат для пайка труб
Обеспечить долгосрочное качественное соединение элементов водопровода можно, если сварочный аппарат соответствует следующим требованиям:
- обеспечивает равномерный нагрев поверхности до 260С
- позволяет фиксировать соединяемые элементы во время сварки и в процессе охлаждения
- отвечает требованиям безопасности при проведении работ
Доступные агрегаты попадают в диапазон от самодельных до профессиональных. Выбор того или иного варианта определяется количеством сварных швов, сложностью архитектуры трубопроводной системы, диаметром элементов и опытом сварщика.





![[инструкция] пайка полипропиленовых труб | видео](https://merkrasok-shop.ru/wp-content/uploads/3/e/9/3e939f82f68e348aa5cd90b2c478e10b.jpeg)



Почему лучше отказаться от кустарного
Самодельный аппарат для сварки
Одно из наименований сварочного агрегата – “утюг” – объясняется возможностью сделать этот прибор на базе бытового утюга. Для сборки потребуется разобрать утюг и заказать или приобрести дополнительные элементы. Такой способ сварки не рекомендуется по следующим причинам:
- невозможно откалибровать прибор в домашних условиях, не гарантирована не только температура нагрева, но и ее стабильность
- не гарантировано качество компонентов
- затрачиваемое время и стоимость дополнительных частей соизмеримы со стоимостью нового агрегата, предлагаемого в магазинах
Для экономии средств рекомендуется рассмотреть вариант аренды или покупки сварочного аппарата, бывшего в употреблении.
Профессиональная сварка – объемы работ и скорость
Электрофитинги
При монтаже трубопроводов на больших объектах большую роль играет время завершения обвязки. В этом случае можно использовать профессиональное оборудование.
При муфтовом способе профессиональные сварщики используют для соединения электрофитинги. Этот метод обеспечивает максимальную скорость и высокое качество работ. Порядок сварки:
- нарезать детали нужной длины
- обезжирить места будущих соединений
- вставить трубы в фитинги
- подсоединить аппарат для сварки к электрофитингам при помощи проводов
- включить аппарат, дождаться автоматического отключения
- визуально проконтролировать правильность соединения
В связи с высокой производительностью этот метод оправдывает цену электрофитингов за счет повышения скорости обвязки в несколько раз по сравнению с ручной пайкой.
Профессиональный аппарат для стыковой сварки
Если профессиональная сварка производится методом спайки труб встык, используют профессиональные сварочные аппараты, обеспечивающие плотное соединение свариваемых частей, а также равномерный нагрев поверхностей. Профессиональное оборудование обеспечивает четкое совмещение осевых линий и фиксацию частей для предотвращения изгиба в месте сварки.
Оптимальный выбор для самостоятельного соединения деталей
Пример комплектации сварочного набора
Для проведения водопровода в отдельной квартире или частном доме можно приобрести набор для сварки пластика, включающий в себя:
- паяльник с регулятором температуры
- насадки различного диаметра (популярные модели предлагают 6 размеров)
- нож для обрезки
- измерительную линейку или рулетку
Установка детали трубопровода и фитинга в паяльник для сварки
Дополнительно в комплект могут входить отвертка, перчатки и другие материалы. Аппарат для сварки должен быть устойчивым, чтобы не деформировать элементы в процессе нагрева. Не рекомендуется приступать к работе, не имея опыта сварки и работы с выбранной моделью паяльника.
Монтаж сайдинга: пошаговая инструкция обустройства фасада своими руками. Онлайн-калькулятор для расчета необходимых материалов (Фото & Видео) +Отзывы
Необходимое оборудование
Рассмотрим, как паять полипропиленовые трубы своими руками. Для обустройства магистралей отопления или водоснабжения применяются изделия, имеющие наружный диаметр 16-63 мм. Для их соединения используется раструбная или, как она еще называется, муфтовая сварка. Для того, чтобы спаивать вам понадобится следующее:
1. Паяльник, имеющий набор насадок с разным диаметром. Ну, а как же выбрать соответствующий паяльник, чтобы он был качественным и позволял осуществлять быстрый монтаж. Выбор инструмента сейчас действительно велик, как и их ценовая политика. Ссылка на правила выбора будет после статьи.
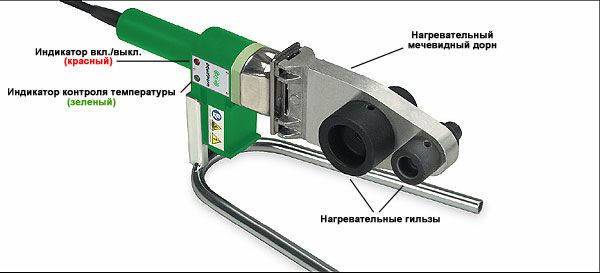
- Ведущую роль играет мощность инструмента. Если вы планируете пользоваться им в домашних условиях, чтобы спаивать диаметры 16-63 мм, то вам будет достаточно 1200 Вт. Если же вам предстоит пайка полипропиленовых труб в труднодоступных местах и на профессиональном уровне, то потребуется 1800 Вт и более. Но, сразу скажем, что начинающему монтажнику подобные профессиональные устройства дома будут вовсе не обязательны.
- Имеющиеся в комплекте насадки выступают в роли нагревательных элементов. Они состоят из гильзы, которая оплавляет наружную часть изделий и дорна, который плавит внутреннюю часть раструба соединительной части. У насадок обязательно должно быть антипригарное тефлоновое покрытие. Чаще всего в комплекте паяльника имеется 6 насадок, имеющих разный диаметр.
- Наиболее удобным будет паяльник, который позволяет устанавливать на себе не одну, а три насадки. Подобная конструкция обеспечивает серьезную экономию во времени, т.к. вы будете тратить его значительно меньше в процессе замены насадки одного размера на другой. Ведь не забывайте, что для замены насадки будет нужно остудить ее, заменить, а после этого его снова греть.
- Паяльник, который позволяет профессионально спаивать изделия, обычно имеет электронную регулировку температуры. Он позволяет с точностью 1-5°С контролировать нагрев. Конечно же, можно обходиться и без этой регулировки, а просто купить градусник для замеров температуры рабочей части.
Обращаем внимание! Когда вы будете работать, то должна соблюдаться температура пайки полипропиленовых труб
Важно не превышать рабочую температуру насадки в 260°С, при которой можно спаивать полипропилен. Уже при 270°С пластик будет терять свою устойчивость, будет чересчур липнуть, а не станет заходить в фитинг
А вот при недогретой рабочей части полипропилен не достигнет нужной вязкости и в итоге не произойдет необходимая диффузия материала. Следствием будет ненадежное соединение.
Уже при 270°С пластик будет терять свою устойчивость, будет чересчур липнуть, а не станет заходить в фитинг. А вот при недогретой рабочей части полипропилен не достигнет нужной вязкости и в итоге не произойдет необходимая диффузия материала. Следствием будет ненадежное соединение.
2. Следующим инструментом, который потребуется, когда вы решите разобраться, как правильно паять полипропиленовые трубы, будут ножницы для пластика.

3. Помимо этого вам будут нужны карандаш, рулетка, брезентовая ветошь, ну и, естественно, полипропиленовые трубопроводы и нужные фитинги.
Подготовительные работы
Просмотрев на видео несложную технологию пайки враструб, можно начинать практические мероприятия. На начальном этапе работы, рекомендуют визуально проверить трубные материалы на предмет присутствия дефектов или повреждений.
Если все в порядке, то сечение трубного сортамента нужно сверить с диаметром фитингов. Они должны точно отвечать друг другу.

Затем трубопрокат необходимо нарезать по нужным размерам. Разрез трубных изделий выполнять следует строго перпендикулярно. На армированных видах посредством шейвера зачищают поверхности. Далее с армированным материалом работают так же, как и с не армированным.





После разреза заготовки места будущего стыка нужно обработать, и избавиться от заусениц. Это можно сделать ножом.
Другие способы пайки труб из ПП
Кроме классической пайки известно несколько дополнительных вариантов соединения. Все они отличаются своими характерными особенностями. У каждого метода имеются как положительные, так и отрицательные стороны. Познакомимся с ними более подробно.
Применение электрофитингов
Установка такого трубопровода упрощается, если воспользоваться соединительными муфтами, которые оборудованы специальными нагревательными спиралями.
Сварочный аппарат подключается к контактам, выходящим из муфты. На них подается напряжение и выдерживается определенное время.
Как пользоваться
- поверхность тщательно очищается, затем обезжиривается;
- труба вставляется в соединительный элемент и плотно фиксируется;
- сварочный аппарат подсоединяется к электрическим контактам электрофитинга;
- после включения устройства можно будет наблюдать через специальные отверстия фитинга, как плавится и увеличивается объем пластика; прибор отключится автоматически; время сварки регулируется самим аппаратом, который учитывает окружающую температуру;
- инструмент отсоединяется от контактов.
 Главным преимуществом такого метода является его скорость. На пайку уходит секунда, а остывание продолжается одну минуту. О труднодоступных участках можно забыть. Дело в том, что сама пайка выполняется на конкретном месте уже собранных ранее деталей. Это очень удобно, когда нужно провести установку закрытой отопительной системы. Такие работы можно проводить даже при небольших морозах, однако температура не должна быть ниже -15 °С. При более низких значениях пользоваться паяльником запрещается.
Главным преимуществом такого метода является его скорость. На пайку уходит секунда, а остывание продолжается одну минуту. О труднодоступных участках можно забыть. Дело в том, что сама пайка выполняется на конкретном месте уже собранных ранее деталей. Это очень удобно, когда нужно провести установку закрытой отопительной системы. Такие работы можно проводить даже при небольших морозах, однако температура не должна быть ниже -15 °С. При более низких значениях пользоваться паяльником запрещается.
Применение электрофитингов позволяет строительным фирмам ускорить работы на больших объектах.
Частный сектор редко пользуется подобным способом, так как стоимость этого оборудования очень высока. Цена электромуфтового прибора находится в диапазоне 80-100 тыс. р.
Холодная сварка
Чтобы применять такую методику, необходимо иметь специальный клей, предназначенный для размягчения верхнего слоя изделия. Это один из способов соединения полипропиленовых труб без паяльника.
Как пользоваться
- проводится подгонка деталей;
- приобретается подходящий комплект фитингов;
- соединяемые поверхности хорошо обезжириваются;
- на каждую плоскость наносится слой клея;
- вставленные детали плотно фиксируются на протяжении 20 секунд;
- запрещается смещение элементов в течение одного часа.
В результате соединение становится прочным и надежным, похожим на пайку.
Запрещается нагрев склеенных швов. Холодная сварка может использоваться только для установки холодного водопровода!
Другой способ соединения изделий из ПП без паяльника заключается в использовании горелки. Установить температуру на этом приборе нельзя, потому придется делать все на глаз.






