

Что такое механический способ покраски поверхностей краской
 Механизированное нанесение краски предполагает использование специального аппарата-распылителя. Краскопульт чаще всего используется для обработки поверхностей большой квадратуры.
Механизированное нанесение краски предполагает использование специального аппарата-распылителя. Краскопульт чаще всего используется для обработки поверхностей большой квадратуры.
Механический способ применяется при окрашивании и грунтовании поверхностей в квартирах, домах, ангарных и складских помещениях, офисах, парковках. Особо оправдывает себя этот метод при обработке хозяйственных построек, фасадов зданий, заборов и других крупных объектов.
Краскораспылитель — дорогостоящее оборудование, которое требует определенных навыков управления, поэтому при выборе этого способа покраски лучше прибегнуть к услугам профессионалов.
Преимущества
Механизированная покраска обладает целым рядом достоинств:
- высокая скорость обработки — до 150 м2 в час;
- экономичный расход краски — примерно на четверть меньше, чем при любом другом способе;
- равномерность получаемого покрытия — тщательное прокрашивание без разводов или пропущенных мест;
- отсутствие труднодоступных мест — распыляемая краска отлично заполняет любые формы.
Недостатки
 Минусы применения краскопульта:
Минусы применения краскопульта:
- шум работающего аппарата;
- высокая стоимость покупки или аренды оборудования, целесообразная лишь при необходимости покрасить большую площадь поверхностей;
- работа от электричества, что может стать помехой в новостройке с нестабильной сетью или вынужденными отключениями.
Пошаговая схема работы
Стоит отметить, что рассматриваться будет технология порошковой покраски металла в самом простом варианте. То есть работать будем исходя из того, что у нас в наличии имеется «кустарная» покрасочная камера, а также самые простые и недорогие приспособления для реализации этого дела.
В качестве наглядного примера будем рассматривать самое обычное изделие – простой кусок металла.
Начнем.
Предварительная обработка поверхности
С заготовкой нужно сделать вот что:
- Очищаем всю поверхность металла от пыли и грязи с помощью обыкновенной мокрой тряпочки.
- Далее берем наждачную бумагу или же специальные металлические щетки и зачищаем ими все участки, на которых имеются признаки коррозии.
- Теперь нужно увеличить уровень адгезии плоскости – для этого просто напросто обезжириваем ее любым доступным растворителем.
Обезжиривание металла
- После того, плоскость очищена и обезжирена, нужно ее прогрунтовать. Для этого на изделие наносится так называемый конверсионный подслой краски. Как правило, для этого применяется краска на основе неорганических веществ. (См. также статью Грунтовка под шпаклевку: особенности.) Что это дает? Благодаря такому грунтовочному слою уменьшается риск попадания влаги и воздуха под высохшую порошковую краску. Это возможно за счет того, что поверхность металла и порошкового покрытия сцепляется не напрямую, а через эту самую пленку из промежуточной краски. То есть сцепление всех слоев становится на порядок лучше, что в конечном итоге положительно влияет на срок службы итогового полимерного покрытия и соответственно всего изделия в целом.
- И последний этап подготовительных работ – это нанесение своими руками сверху грунтовки, слоя, который состоит из соединений нитрата хрома и натрия. Это процесс называется пассивирование – он нужно для того, чтобы ржавчина не появилась на изделии в то время, пока деталь готовится к покраске.
Пример пассивированной детали
В общем-то, если все зачищено, обработано растворителями и прочими составами, то можно просушить заготовку в печи и приступать к следующему этапу.
Нанесение краски и формирование покрытия
Инструкция по покраске как раз достаточно простая.
- Изделие помещается в камеру напыления.
- При необходимости заготовка фиксируется.
- Берется пулевизатор и заготовка красится.
Кстати, имейте в виду, что если вы с помощью порошковой покраски планируете добиться стойкости детали к воспламенению, то, пожалуй, не имеет смысла применять данную технологию. Гораздо проще будет приобрести огнезащитные краски по металлу Полистил, Негорин и другие аналоги – и деньги сэкономите, и нужный эффект гарантированно получите.
Пример огнезащитной краски
После нанесения краски начинается процесс формирования твердого полимерного слоя. Подробнее об этом.
Запекание краски
Под этим термином подразумевается то, что окрашенное изделие помещается в специальную камеру, где заготовка на протяжении определенного времени подвергается воздействию высокой температуры.
В нашем случае деталь кладется в духовой шкаф – его можно изготовить самостоятельно и «запитать» от электричества, мазута или от другого горючего.
Во время «запекания» детали нужно соблюдать такие условия:
Важно придерживать рекомендаций, которые содержит инструкция конкретной краски. То есть это означает, что для получения качественного слоя должна соблюдаться определенная температура, на протяжении такого-то времени и т.п. Изделие должно прогреваться равномерно! Поэтому, если у вас жар идет от стенок «духовки», лучше поместить заготовку на чем-то вроде прутьев, чтобы она оказалась на равном расстоянии от всех стенок
Изделие должно прогреваться равномерно! Поэтому, если у вас жар идет от стенок «духовки», лучше поместить заготовку на чем-то вроде прутьев, чтобы она оказалась на равном расстоянии от всех стенок
Когда отведенное для прогрева детали время истекло, вынимаем ее из шкафа и оставляем на открытом воздухе для того чтобы она остыла.
Шкаф для термообработки окрашенных изделий
Тут плюс в том, что не требуется никакого закаливания металла – то есть фаза частого контраста холодного и горячего отсутствует. А это означает, что и цена проекта в целом снижается, и время экономится.
На этом все – по сути. Такая вот кустарная обработка изделия порошковым методом закончена. Как видите, в домашних условиях, у себя в гараже, наладить такой процесс вполне можно – было бы желание и определенная доля старания.




Подведем итоги нашего обзора.
Как проходит покраска металла порошковой краской
Металлические поверхности, в большинстве случаев, постоянно сталкиваются с воздействием окружающей среды и поэтому лакокрасочный состав очень быстро изнашивается. Порошковые краски отличное решение этой проблемы.
Стоят они относительно не дорого, поэтому стоимость здания из металлоконструкций особо не изменится, а множество положительных качеств данного материала надолго защитят поверхность постройки.
Единственный минус — технология нанесения порошковых красок, которая требует определенных познаний.
Как покрасить металл порошковой краской?
Как уже было сказано ранее, лучшая краска для металлического забора — это порошковая краска. Подготовка поверхности, которую требует технология порошковой покраски металла, практически не отличается от подготовки металла для других видов лакокрасочных изделий.
Чаще всего применяется обезжиривание, фосфатирование и травление поверхности металла.
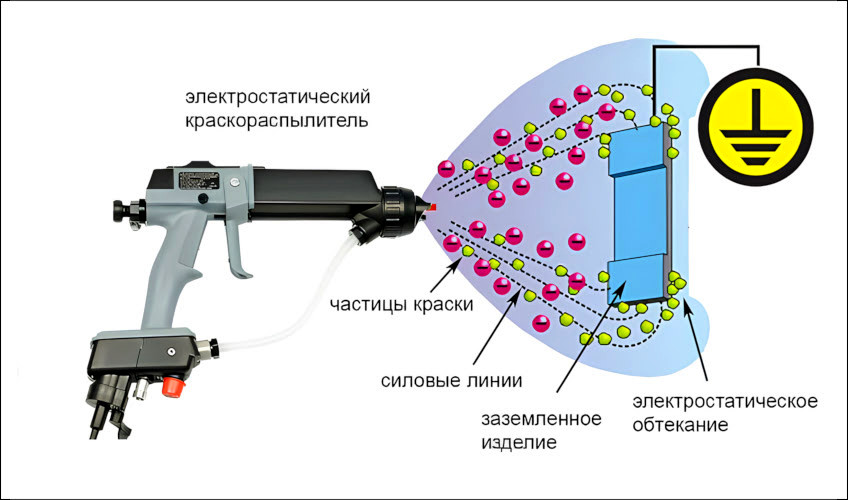
Далее наступает этап непосредственной покраски металла порошковой краской. Если требуется окрасить большую однородную металлическую поверхность, то выгоднее использовать электростатическое нанесение.
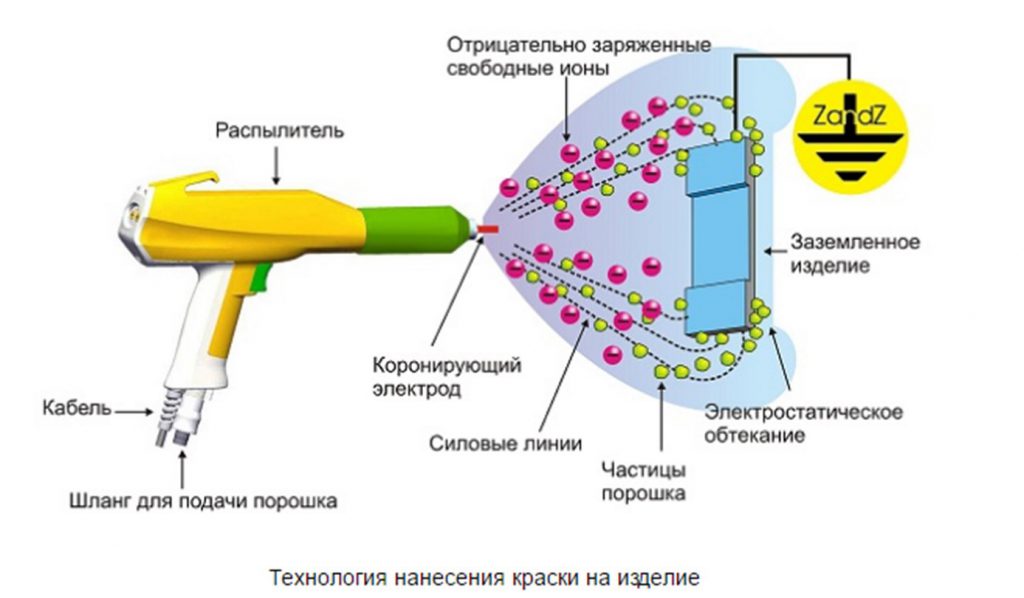
Суть заключается в том, что с помощью специального прибора частицы краски наделяются электрическим зарядом и направляются на поверхность металла. Этот метод обеспечивает равномерное нанесение порошковой краски на металл.
Вторая технология нанесения порошковых красок заключается в нанесение лакокрасочного изделия на «кипящий слой».
Для этого изделие, которое необходимо окрасить, чаще всего это сета или металлическое изделие неправильной формы, нагревается до температуры в 55-60 градусов Цельсия, и на небольшое время опускается в специальную ёмкость с порошковой краской, оборудованную мембранами с нижней стороны, через которые поступает сжатый воздух, который доводит порошок до температуры кипения.
Растворяясь, частицы краски оседают на нагретой поверхности металла и формируют гладкий равномерный слой.
Цена оборудования для порошковой краски
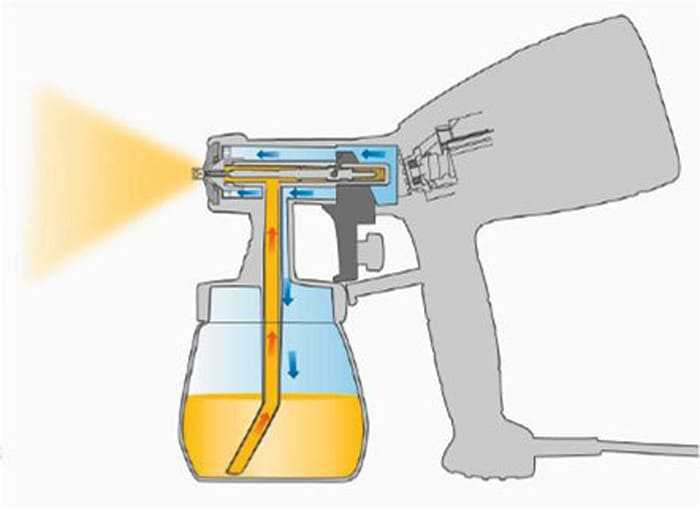
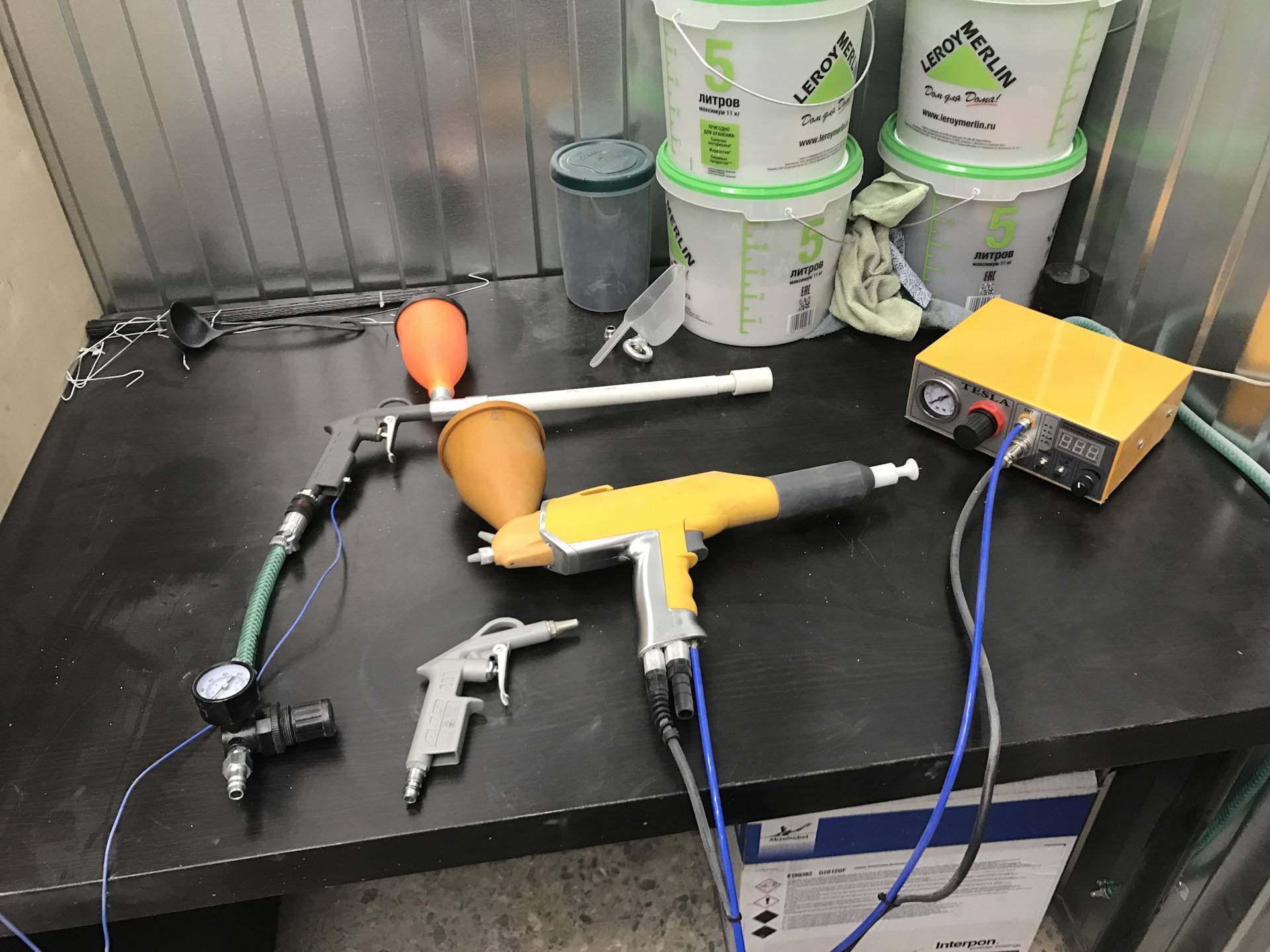
В бытовых условиях, чаще всего, используются ручные электрические распылители, работающие от обычной розетки в 220 вольт.
Стоимость таких приспособлений варьируется от 1800 рублей до 12000 рублей и зависит, в основном, от именитости производителя.
Промышленное же оборудование для покраски металла порошковой краской очень разнообразно и может стоить от нескольких десятков тысяч рублей до нескольких миллионов рублей.
Как наносить порошковые краски на металлические поверхности?
К сожалению, в домашних условиях качественно нанести данный вид лакокрасочного покрытия на металлическую поверхность не получится. Для этого используются специальные покрасочные камеры.
Это связано, в первую очередь, с тем, что около 30% частиц порошковой краски по металлу не оседают с первого раза на поверхности и в случае открытого пространства осядут на всем, что окружает объект окрашивания. В покрасочной камере данные частицы улавливаются и снова направляются в работу.
Стоит отметить, что такое улавливание частиц порошковой краски по металлу не только оберегает окружающие предметы от порчи, но и снижает расход лакокрасочного материала.
Как говорилось ранее, после нанесения порошковой краски на металлическую поверхность, изделие отправляется в специальную полимеризационную камеру. На данном этапе нет никаких особенностей, необходимо просто следовать технологии.
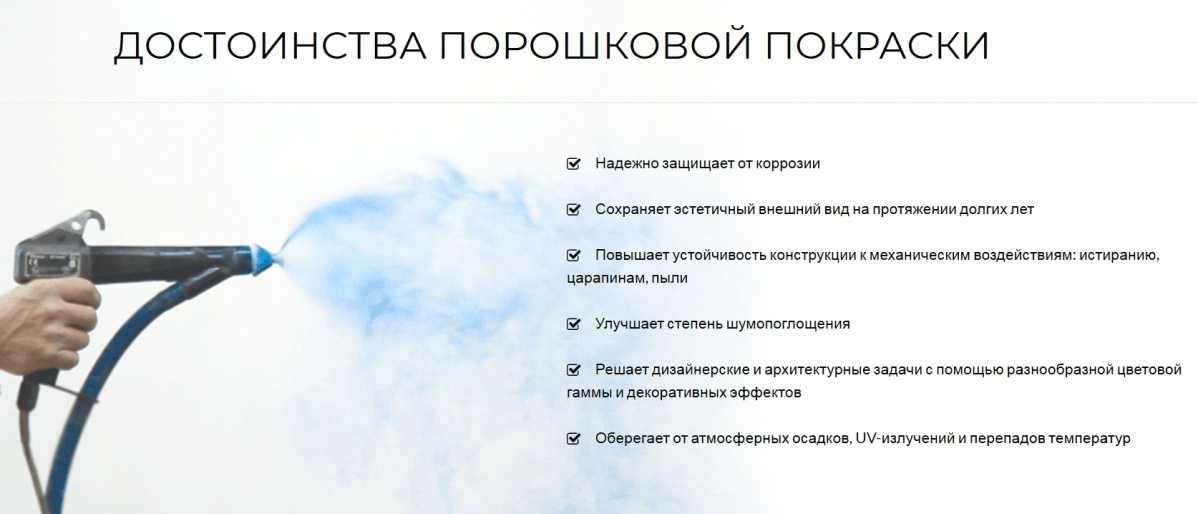
Несколько слов о преимуществах порошковых красок по металлу
Данный вид лакокрасочных материалов имеет ряд преимуществ, которые выделяют его среди других возможных кандидатов на металлические поверхности:
- При помощи данного лакокрасочного материала достигаются уникальные физико-химические свойства;
- Покрытие из порошковых красок по металлу достаточно наносить всего в один слой, что существенно снижает расходы;
- Лакокрасочное покрытие из данного лакокрасочного материала обладает более высоким уровнем ударопрочных и антикоррозийных свойств, по сравнению с лакокрасочными материалами другого вида;
- Затвердевание покрытия происходит очень быстро — всего за 30 минут. Эта величина не достижима ни для одного другого вида лакокрасочного покрытия;
- Процесс окрашивания порошковыми красками по металлу является одним из самых экологически безопасных.
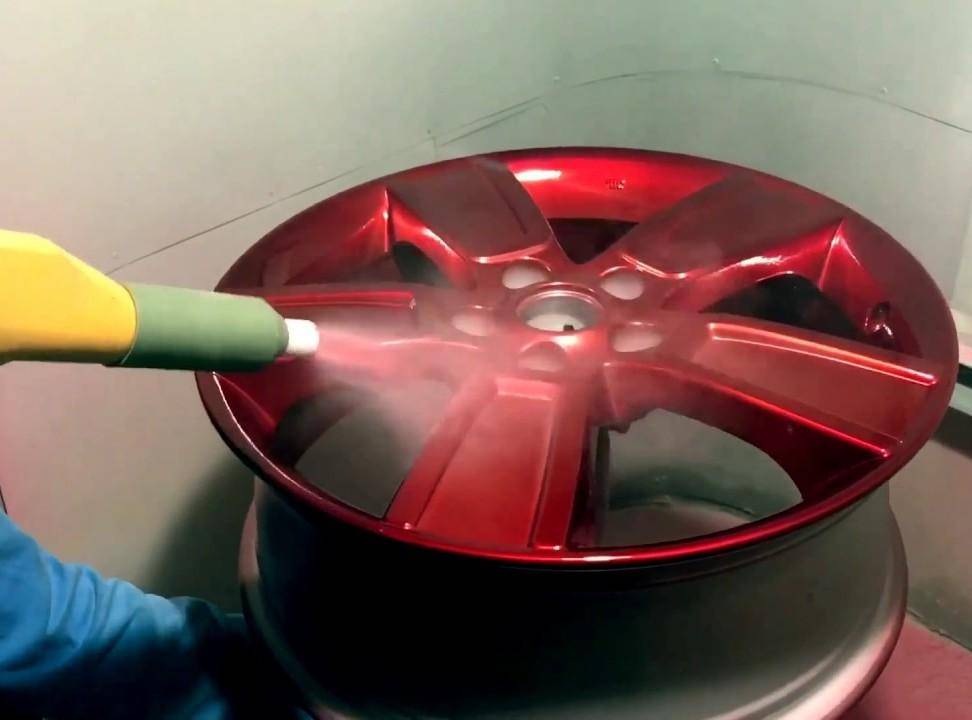
Порошковая краски для покраски автомобиля
Порошковая краска Порошковая краска для покраски автомобиля состоит из сухой смеси мелких частичек краски. Предварительно намагниченные частички наносятся распылением на кузов автомобиля и затем, под воздействием высоких температур, они плавятся и образуют плотную однородную пленку на поверхности. Потери при таком способе окраски составляют всего 2 %, так как не попавшая на кузов краска подвергается очистке, рециркуляции и снова используется для покраски. При этом краска является экологически безопасной и неогнеопасной.
Огромное количество существующих сегодня цветов и оттенков порошковых красок удовлетворит даже самого взыскательного потребителя. Кроме этого возможно получение глянцевых и матовых поверхностей, а также эффекта металлик. С помощью порошковой краски возможно красить не только металлические поверхности автомобиля, но и пластиковые детали, а также элементы из стекла. Существуют разновидности порошковых эмалей, которые плавятся и полимеризуются при более низких температурах, что предотвращает повреждение пластика.
Недостатком порошковых красок для покраски авто является необходимость использования сложного, дорогостоящего оборудования для покраски. Это делает невозможным самостоятельную покраску авто, а также будет стоить дороже. Однако прочность и долговечность получаемого при этом покрытия в сочетании с большой экономией краски довольно быстро оправдает расходы.
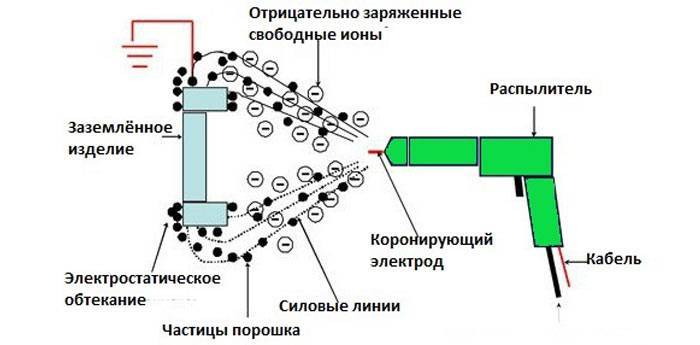
Суть метода порошковой окраски
На очищенное изделие напыляется порошковая краска. В процессе напыления частицы порошковой краски электрически заряжаются от внешнего источника или электризацией при трении. Электрическим полем частицы порошковой краски переносятся к окрашиваемому изделию, которое имеет противоположный заряд. Неосевшие на изделие частицы порошковой краски улавливаются в окрасочной камере напыления и могут быть использованы для повторного напыления, что невозможно при использовании обычных жидких красок. Далее изделие с нанесённой порошковой краской переносится в камеру полимеризации для «запекания» краски.
В процессе формирования покрытия из нанесённого порошкового слоя создается монолитное качественное покрытие на поверхности изделия.
Процесс формирования покрытия осуществляется путём нагрева слоя порошковой краски до состояния его оплавления с образованием монолитного слоя. При последующей обработке в результате отвердения (для термореактивных материалов) или охлаждения (для термопластичных материалов) слоя образуется твердая плёнка.
Оплавление порошковых красок делится на три стадии: 1) порошок оплавляется и переходит в вязко-текучее состояние; 2) образуется монолитный слой из оплавленных частиц порошка; 3) окрашиваемая поверхность смачивается расплавленным полимером, вследствие чего формируется покрытие.
Основные области применения
- окрашивание любых металлических комплектующих для изделий;
- окрашивание готовых металлических изделий, которые выдерживают нагрев до 200 градусов по Цельсию;
- окрашивание керамики и стеновых камней;
- окрашивание МДФ, стекла.
Перечень изделий, которые могут быть окрашены порошковыми красками, достаточно широк. Существуют отрасли промышленности, где особенно быстро растут темпы потребления порошковых красок. Примером могут служить покрытия внутренней поверхности труб для буровых нефтяных скважин и перекачивания нефти, функционирующие в условиях, где такие факторы, как повышенное давление, высокие температуры и присутствие вызывающих коррозию сред, способны оказывать разрушающее воздействие практически на все покрытия (за редким исключением).




Оборудование для порошковой окраски
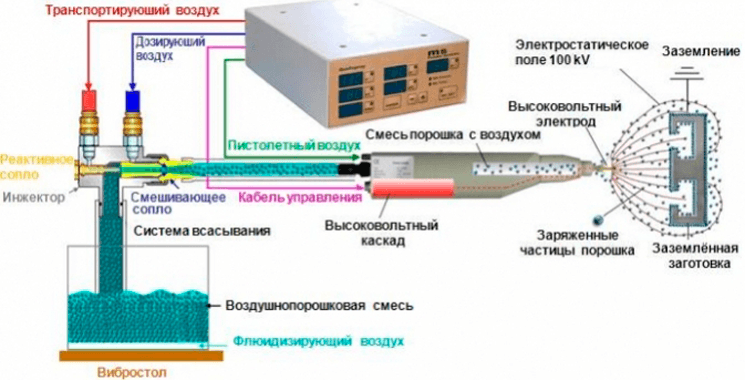
Порошковые краски наносят на детали либо электростатическим распылением, либо их погружением в псевдоожиженный слой порошковой краски (с электризацией частиц или без неё), либо методом газопламенного распыления.
Швейцарская компания GEMA в начале 70-х впервые в мире успешно внедрила высоковольтный каскад в окрасочный пистолет.
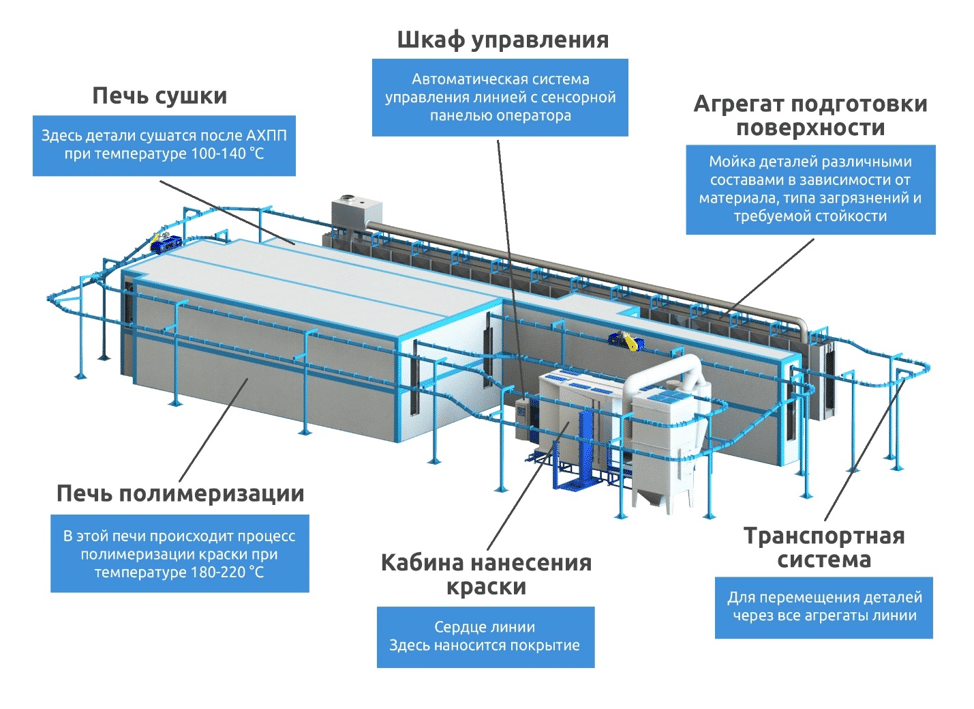
Для запекания порошковой краски используются печи полимеризации. Печь полимеризации — закрытая камера, внутренний рабочий объём которой нагревается до необходимой для полимеризации температуры. Окрашиваемое изделие помещается внутрь камеры, где и происходит полимеризация порошкового покрытия.
Порошковая окраска металлических изделий: технология процесса и основные этапы
Технологический процесс порошковой покраски разделяются на следующие этапы:
- подготовка окрашиваемой поверхности;
- нанесение краски в виде порошка;
- формирование жидкой плёнки при высокой температуре;
- химическое отверждение плёнкообразующего материала (при использовании термореактивных красок);
- окончательное формирование покрытия.
Подготовка поверхности
При подготовке окрашиваемой поверхности следует учитывать, что необходимо обеспечить не только смачиваемость с жидкой фазой плёнкообразователя, но и равномерное распределение порошковых материалов при напылении
Уделяется внимание как удалению всевозможных поверхностных загрязнений, так и обеспечению поверхности необходимой шероховатости. Дополнительно к механическим способам подготовки поверхности могут использоваться и химические, такие как обезжиривание, травление или фосфатирование
Нанесение порошковых материалов
Порошковая окраска металла осуществляется:
- электростатическим напылением;
- погружением во взвешенный слой электризованного порошка;
- газопламенным способом.
Благодаря своей простоте и универсальности, наибольшее применение получило нанесение краски электростатическим напылением. Для плоских поверхностей могут использоваться специальные магнитные щётки-валики по технологиям, используемыми в копировальной технике. Окунание в «кипящий слой» используется на автоматических линиях при конвейерном производстве однотипных изделий. Газопламенный способ из-за чрезмерной неравномерности слоя и свойств получаемого покрытия распространения не получил. Существующее плазменное напыление отличается применением низкотемпературной плазмы для нагрева частиц и использованием инертного газа; ограничивается использованием термостойких порошков при нанесении тонких покрытий на термостойкие материалы.
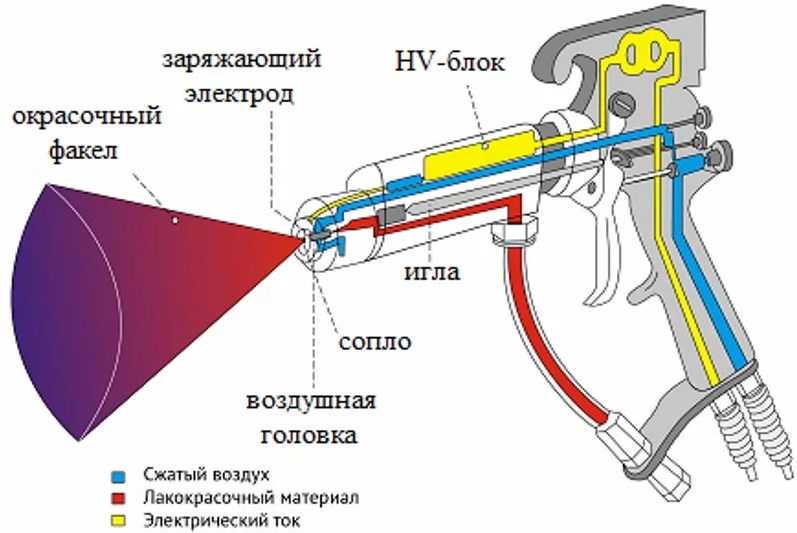
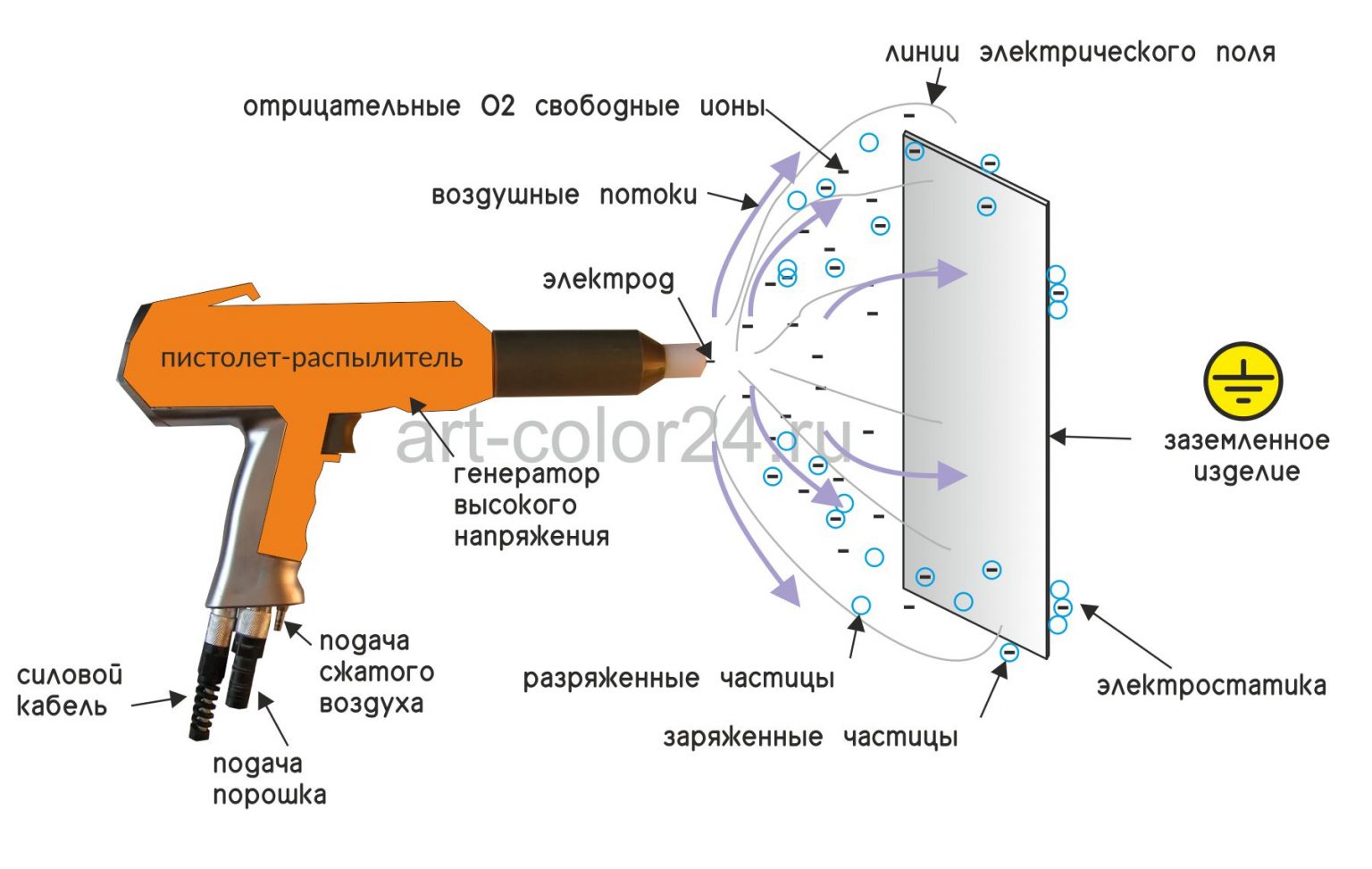
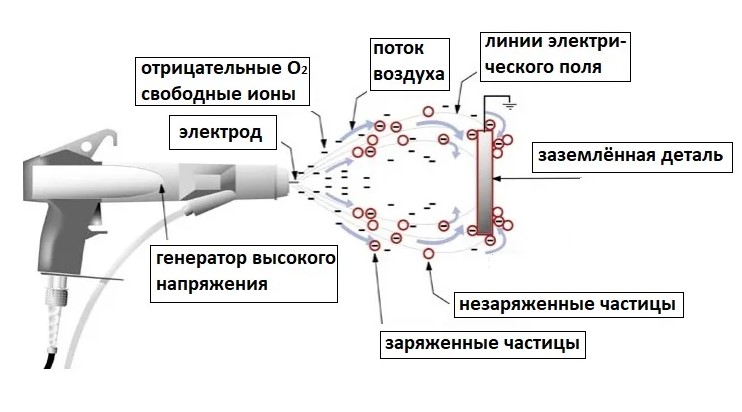
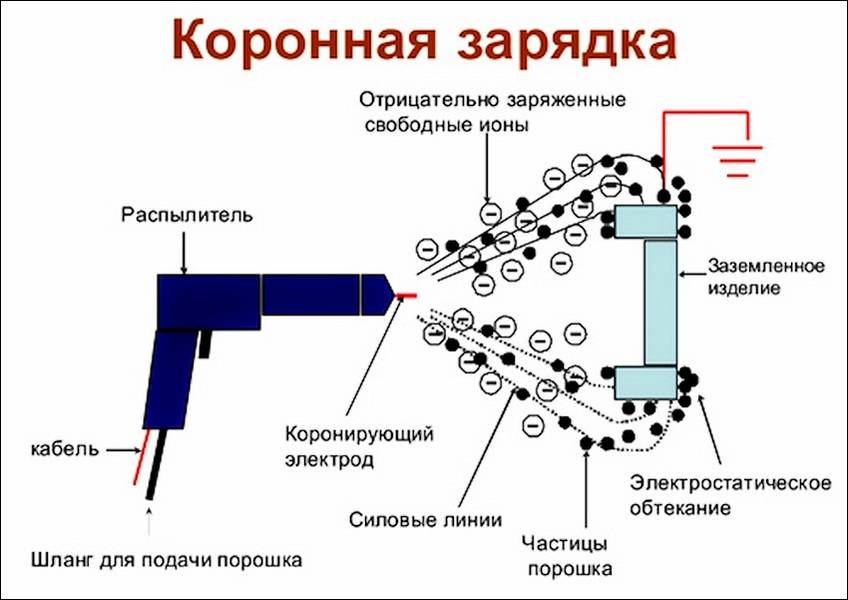
Удержание и равномерность распределения на поверхности металлических изделий порошковых материалов обеспечиваются за счет электростатических сил взаимодействия заряженных частиц краски и «электронейтральной» поверхности. Перед напылением частицы краски в пистолете получают электрический заряд:
- в поле коронарного заряда, создаваемого электродом;
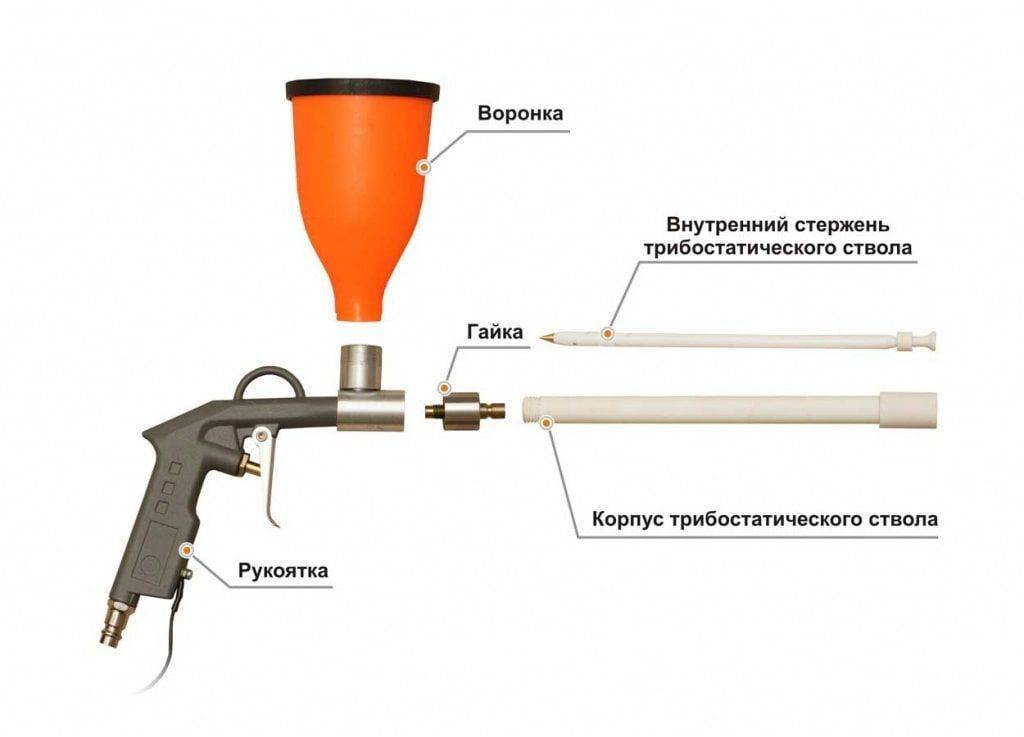
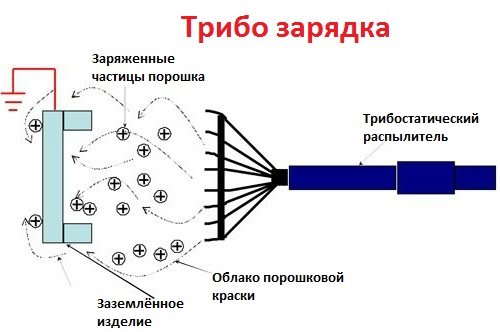
- за счет трения о поверхность оборудования.
Заряд частиц, как правило, отрицательный, величина заряда должна соответствовать оптимальному диапазону, позволяющему удерживать частицы на поверхности до образования жидкой плёнки и не нарушающему технологию нанесения. Регулируется характеристиками электрода или скоростью движения частиц при трении о поверхность оборудования, площадью и материалом поверхности.
При электростатическом напылении покрытия одинаково качественно формируются на горизонтальных и вертикальных поверхностях. Нулевой заряд металлического изделия обеспечивается заземлением.
Формирование жидкой плёнки
Технология нанесения порошковой краски
Пленкообразование происходит при нагреве порошковых материалов до вязко-текучего состояния, при этом происходит:
- деформация и вязкое течение материала;
- удаление воздуха;
- смачивание жидким материалом поверхности подложки.
При производстве труб и металлического профиля используется нанесение порошка в «кипящем слое» на предварительно нагретые заготовки, процесс формирования жидкой плёнки происходит за счет аккумулированного тепла или дополнительного нагрева.
В случае использования термореактивных красок при высокотемпературной выдержке дополнительно происходит химическое отверждение жидкой плёнки за счет полимеризации или поликонденсации плёнкообразователей. Это удлиняет время высокотемпературной выдержки, повышает затраты и снижает производительность. Существуют составы на основе термореактивных смол, ускоренное отверждение плёнок которых происходит при ультрафиолетовом облучении.
Окончательное формирование покрытия
Итоговое формирование пленки происходит при охлаждении изделия. Условия могут отличаться как скоростью охлаждения, так и средой. Прочностные характеристики покрытия и силы адгезии, в зависимости от условий формирования, может изменяться на десятки процентов. При этом для разных видов полимеров практикуется ускоренное и замедленное охлаждение . Охлаждение покрытия в пластифицирующих полимерных средах может снизить внутренние напряжения покрытия до нуля.
В отличие от термореактивных, термопластичные краски позволяют легко устранять дефекты покрытия с использованием повторного «спекания».
Несмотря на сложность колеровки, некоторые производители предоставляют порошковые краски до 250-ти цветов по таблицам RAL.
Определение вязкости
Если определять консистенцию краски «на глаз», без опыта и специально оборудования, то результат получится приблизительным. Разумеется, в любой ситуации можно говорить о повышенной текучести жидкостей, но определить точный показатель таким способом не получится.
Определение вязкости осуществляется с помощью прибора — вискозиметра. Данные, которые были получены в результате исследования прибора, обозначаются в секундах или в единице измерения DIN.

Правильное определение вязкости позволит выполнить работу качественно и избежать последующего дополнительного окрашивания
Формируем покрытие
После того как порошковая краска нанесена, изделие поддаётся следующему процессу – формированию покрытия. Заключается он в оправлении нанесённого состава. В результате чего на покрытии образовывается плёнка, происходит затвердевание и охлаждения нанесённого слоя.
Температура должна составлять около 2100С. По длительности данная процедура занимает одну четверть часа. Желательно соблюдать стабильность поддержания температурного режима в покрасочной, но особого запрета на открытие духового шкафа нет. По истечении необходимого времени, изделие извлекают из камеры и охлаждают естественным способом.
Следует помнить, что нагретый металл мягче, чем в обычном состоянии. Поэтому его следует разместить так, чтобы он случайно не подвергся механическим воздействиям и не деформировался.





Отметим, что покрытия, которые окрашены порошковой краской, отличаются высоким качеством и степенью устойчивости к механическому истиранию. Такое покрытие прослужит долгое время. К тому же, порошки, которые используются для нанесения на металл и другие поверхности, сами по себе обладают высококачественными свойствами.
Как видим, технология окрашивания своими руками совсем не сложная и сделать её вполне реально. Главное, во время работы придерживаться всех советов и не пропускать подготовительные этапы.
Полимеризация
На заключительной стадии окрашивания происходит плавление и полимеризация нанесенной на изделие порошковой краски в камере полимеризации.
После нанесения порошковой краски изделие направляется на стадию формирования покрытия. Она включает оплавление слоя краски, последующее получение пленки покрытия, его отвержения и охлаждения. Процесс оплавления происходит в специальной печи оплавления и полимеризации. Существует много разновидностей камер полимеризации, их конструкция может меняться в зависимости от условий и особенностей производства на конкретном предприятии. С виду печь представляет собой сушильный шкаф с электронной «начинкой». При помощи блока управления можно контролировать температурный режим печи, время окрашивания и настраивать таймер для автоматического отключения печи при завершении процесса. Источниками энергии для печей полимеризации могут служить электричество, природный газ и даже мазут.
Печи делятся на проходные и тупиковые, горизонтальные и вертикальные, одно- и многоходовые. Для тупиковых печей важным моментом является скорость подъема температуры. Этому требованию в наибольшей степени соответствуют печи с рециркуляцией воздуха. Камеры нанесения из диэлектриков с электропроводным покрытием обеспечивают равномерное распределение порошковой краски на поверхности детали, однако при неправильном использовании они могут накапливать электрические заряды и представлять опасность.
Оплавление и полимеризация происходит при температуре 150-220 °С в течение 15-30 минут, после чего порошковая краска образует пленку (полимеризуется). Основным требованием, предъявляемым к камерам полимеризации, является поддержание постоянной заданной температуры (в разных частях печи допускается разброс температуры не менее 5°С) для равномерного прогрева изделия.
При нагреве в печи изделия с нанесенным слоем порошковой краски частицы краски расплавляются, переходят в вязкое состояние и сливаются в непрерывную пленку, при этом вытесняя воздух, находившийся в слое порошковой краски. Часть воздуха может все же оставаться в пленке, образовывая поры, ухудшающие качество покрытия. Для избежания появления пор окраску следует проводить при температуре, превышающей температуру плавления краски, а покрытие наносить тонким слоем.
При дальнейшем нагревании изделия краска глубоко проникает в поверхность и затем отвердевает. На этом этапе формируется покрытие с заданными характеристиками структуры, внешнего вида, прочности, защитных свойств и т.д.
При окраске больших металлических деталей температура их поверхности поднимается значительно медленнее, чем у тонкостенных изделий, поэтому покрытие не успевает полностью затвердеть, в результате чего снижается его прочность и адгезия. В этом случае деталь предварительно нагревают или увеличивают время его отвержения.
Отвержение рекомендуется производить при более низких температурах и в течение более продолжительного периода времени. При таком режиме снижается вероятность возникновения дефектов, и улучшаются механические свойства покрытия.
На время получения необходимой температуры на поверхности изделия влияют масса изделия и свойства материала, из которого изготовлена деталь.
После отвержения поверхность подвергается охлаждению, которое обеспечивается за счет удлинения конвейерной цепи. Также для этой цели используются специальные камеры охлаждения, которые могут являться частью печи отвержения.
Соответствующий режим для формирования покрытия необходимо подбирать с учетом вида порошковой краски, особенностей окрашиваемого изделия, типа печи т.д. Необходимо помнить, что для нанесения порошкового покрытия решающую роль играет температура, особенно при нанесении покрытия на термостойкие пластмассы или изделия из древесины.
По окончании полимеризации изделие охлаждается на воздухе. После остывания изделия покрытие готово.





