

Процесс нанесения порошкового состава
После завершения подготовительных работ и перед покраской суппортов порошковой краской, переходим непосредственно к нанесению состава. Для этого изделие помещается в камеру, которая имеет несколько приоритетов перед окрашиванием непосредственно в гараже:
- улавливает частицы порошка и препятствует их распространению по всему гаражу;
- обеспечивает утилизацию отходов, которые не успели осесть на окрашиваемой поверхности;
- обеспечивает хорошую фильтрацию.
Можно выполнить покраску суппортов или дисков непосредственно на автомобиле, не выполняя демонтажа. Это несложная операция, но при её выполнении существует риск попадания краски на соседние детали, которые окрашивать не требуется. На качество результата влияют погодные условия и направление ветра.
Технология окрашивания состоит из таких шагов:
- Окраска в домашних условиях начинается с подготовки красящего вещества. Для достижения нужного оттенка берут порошки нескольких цветов и смешивают.
- Подготавливаем респиратор, перчатки и очки для защиты от воздействия состава.
- После того как выполнено напыление первого слоя, оставляем его для просушки. Первый слой никогда не получается идеальным. Толщина слоя порошковой краской создаётся не слишком большая, поэтому однократного нанесения недостаточно.
- Количество слоёв может быть различным, от 4 до 10. Наносить следует до тех пор, пока толщина покрытий порошковой краской не станет идеальной.
- Полимерное покрытие наносится с помощью распылителя, который располагают во время процесса на расстоянии 25–30 см от окрашиваемой поверхности.
Виды пистолетов для порошковой покраски
Порошковое окрашивание может производиться двумя способами: путем погружения и распылением красителя. Первый вариант – весьма сложный технологический процесс, поэтому применяется только в производственных условиях для покраски крупногабаритных объектов (профнастил, металлические конструкции и каркасы).
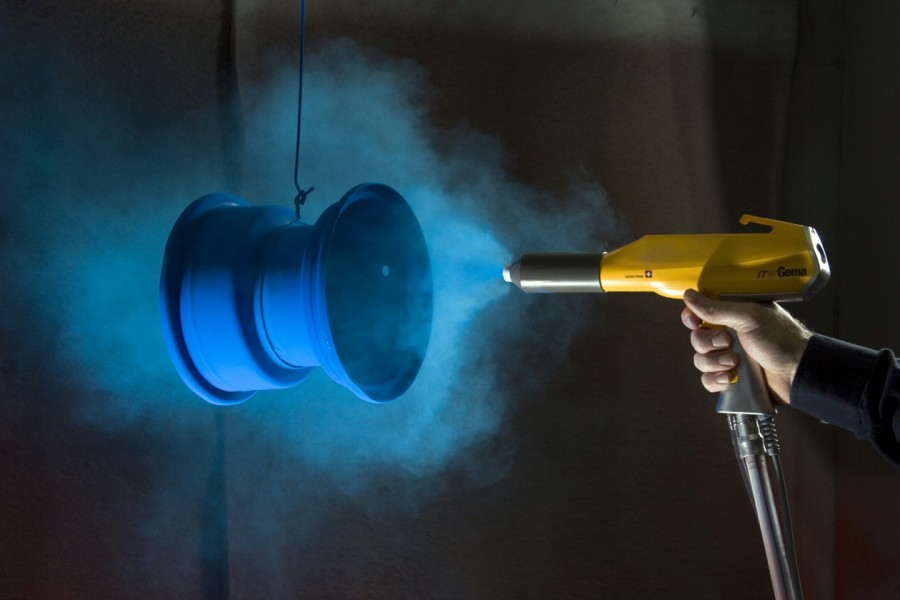
Метод распыления осуществляется с помощью пистолета, такой способ доступен для выполнения покраски в домашних условиях. Принципы функционирования пистолетов позволяют разделять их на несколько разновидностей.
Электростатический
Электростатический пистолет для покраски позволяет обрабатывать поверхности вне зависимости от того, какой формой они обладают. Способствует появлению сверхтонких покрытий, обычно их толщина достигает всего 30-250 микронов. Это экономичный вариант, который не будет трудозатратным, когда занимаются обслуживанием. Потому такой пистолет – лидер на современном рынке. При необходимости не уйдёт много времени даже на то, чтобы заменить краску.

Трибостатический
Трибостатический пистолет отличается отсутствием генератора частиц в обычном понимании этого слова. Образование заряда осуществляется за счёт того, что частицы лакокрасочного материала трутся друг о друга. Сложность набора достаточной величины заряда краской – главная трудность, с которой сталкиваются владельцы трибостатического типа устройств при проведении окрашивания. Требуется проводить чёткую регулировку первичной краски.

Флюидизированный
Данная разновидность распылителей предназначена для того, чтобы наносить краску послойно. Потому легко набрать достаточную толщину. Обычно она находится на уровне 250 микронов. Благодаря применению технологии мастеру проще следить за тем, какой остаётся толщина напыления в каждый конкретный момент времени, пользуясь распылителем.

Подготовительные работы, эксплуатация покрытия и распылителя в данном случае обходятся действительно дёшево, не требуют дополнительных трат. Но у данного варианта есть и недостатки, среди которых:
- требование к наличию простой формы у обрабатываемой поверхности, на которой организуют процесс распыления порошка;
- необходимость в любом случае предварительно греть деталь своими руками, а затем высушивать её;
- повышенный расход краски при обработке поверхности;
- подобная технология также требует применения металла, который устойчив к воздействию высоких температур.
На видео: лучший распылитель для порошковой покраски на дому.
Это интересно: Из чего и как можно сделать кисточку для покраски?
Порошковая окраска металлических изделий: технология процесса и основные этапы
Технологический процесс порошковой покраски разделяются на следующие этапы:
- подготовка окрашиваемой поверхности;
- нанесение краски в виде порошка;
- формирование жидкой плёнки при высокой температуре;
- химическое отверждение плёнкообразующего материала (при использовании термореактивных красок);
- окончательное формирование покрытия.
Подготовка поверхности
При подготовке окрашиваемой поверхности следует учитывать, что необходимо обеспечить не только смачиваемость с жидкой фазой плёнкообразователя, но и равномерное распределение порошковых материалов при напылении
Уделяется внимание как удалению всевозможных поверхностных загрязнений, так и обеспечению поверхности необходимой шероховатости. Дополнительно к механическим способам подготовки поверхности могут использоваться и химические, такие как обезжиривание, травление или фосфатирование
Нанесение порошковых материалов
Порошковая окраска металла осуществляется:
- электростатическим напылением;
- погружением во взвешенный слой электризованного порошка;
- газопламенным способом.
Благодаря своей простоте и универсальности, наибольшее применение получило нанесение краски электростатическим напылением. Для плоских поверхностей могут использоваться специальные магнитные щётки-валики по технологиям, используемыми в копировальной технике. Окунание в «кипящий слой» используется на автоматических линиях при конвейерном производстве однотипных изделий. Газопламенный способ из-за чрезмерной неравномерности слоя и свойств получаемого покрытия распространения не получил. Существующее плазменное напыление отличается применением низкотемпературной плазмы для нагрева частиц и использованием инертного газа; ограничивается использованием термостойких порошков при нанесении тонких покрытий на термостойкие материалы.
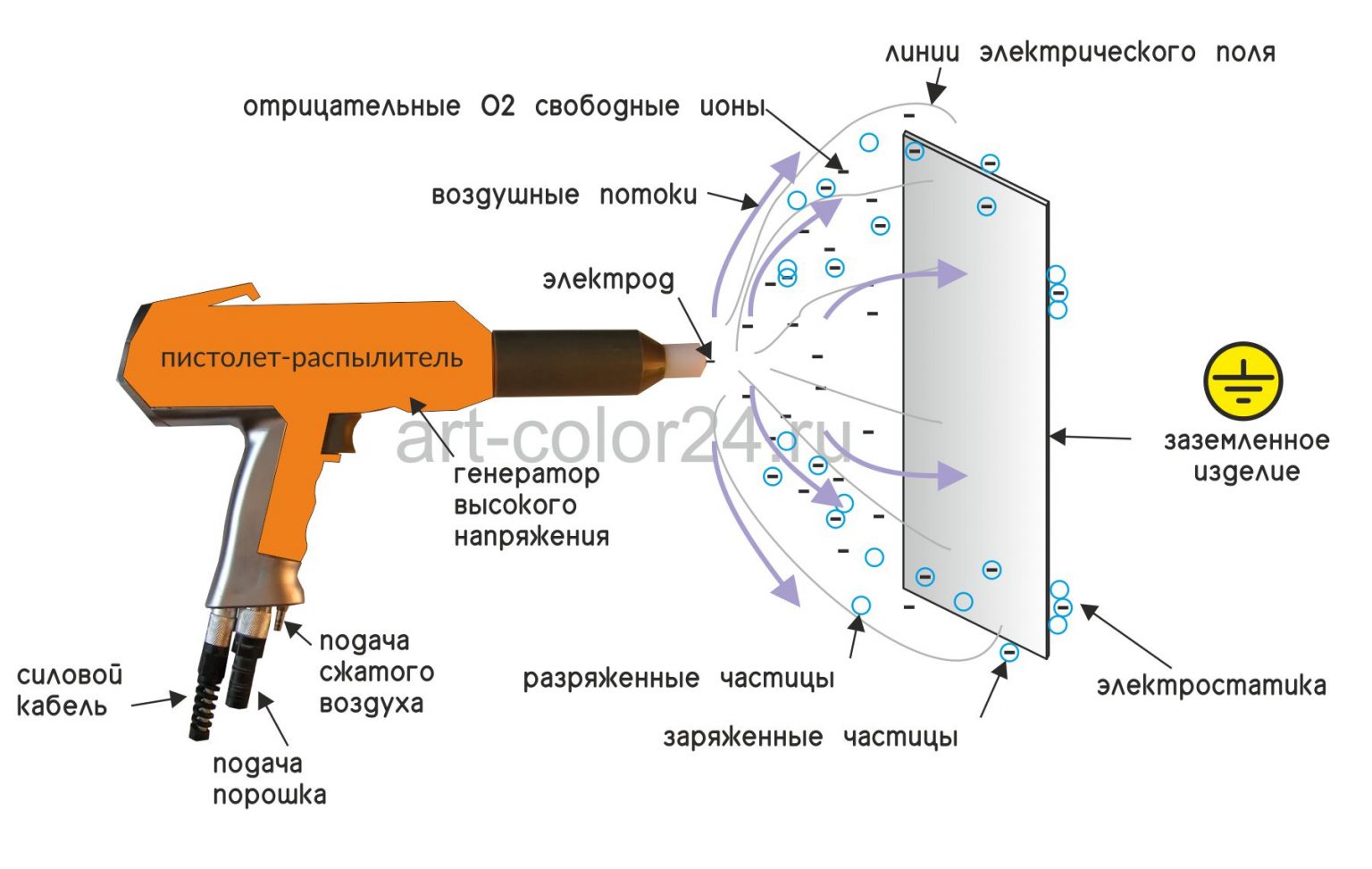
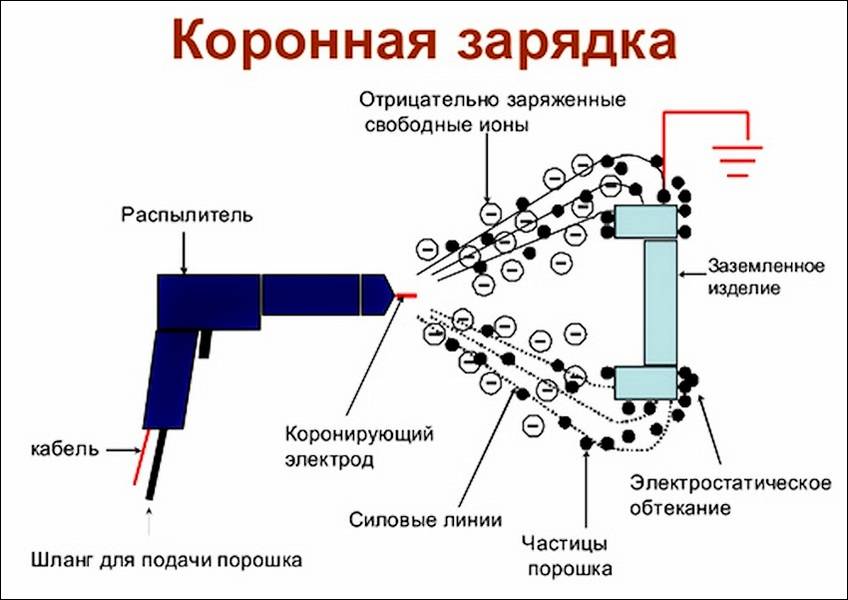
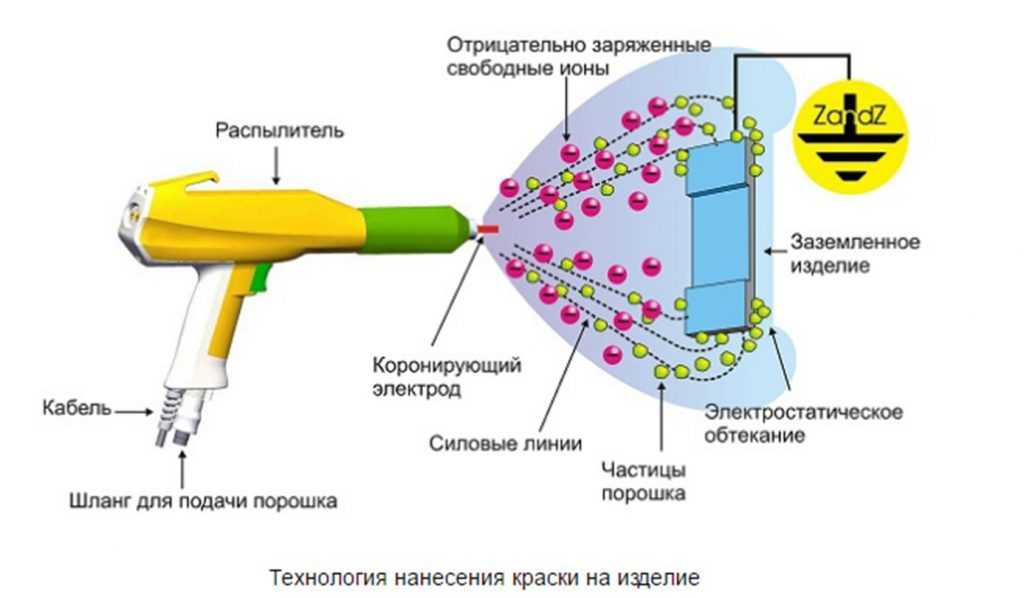
Удержание и равномерность распределения на поверхности металлических изделий порошковых материалов обеспечиваются за счет электростатических сил взаимодействия заряженных частиц краски и «электронейтральной» поверхности. Перед напылением частицы краски в пистолете получают электрический заряд:
- в поле коронарного заряда, создаваемого электродом;
- за счет трения о поверхность оборудования.
Заряд частиц, как правило, отрицательный, величина заряда должна соответствовать оптимальному диапазону, позволяющему удерживать частицы на поверхности до образования жидкой плёнки и не нарушающему технологию нанесения. Регулируется характеристиками электрода или скоростью движения частиц при трении о поверхность оборудования, площадью и материалом поверхности.
При электростатическом напылении покрытия одинаково качественно формируются на горизонтальных и вертикальных поверхностях. Нулевой заряд металлического изделия обеспечивается заземлением.
Формирование жидкой плёнки
Технология нанесения порошковой краски
Пленкообразование происходит при нагреве порошковых материалов до вязко-текучего состояния, при этом происходит:
- деформация и вязкое течение материала;
- удаление воздуха;
- смачивание жидким материалом поверхности подложки.
При производстве труб и металлического профиля используется нанесение порошка в «кипящем слое» на предварительно нагретые заготовки, процесс формирования жидкой плёнки происходит за счет аккумулированного тепла или дополнительного нагрева.
В случае использования термореактивных красок при высокотемпературной выдержке дополнительно происходит химическое отверждение жидкой плёнки за счет полимеризации или поликонденсации плёнкообразователей. Это удлиняет время высокотемпературной выдержки, повышает затраты и снижает производительность. Существуют составы на основе термореактивных смол, ускоренное отверждение плёнок которых происходит при ультрафиолетовом облучении.
Окончательное формирование покрытия
Итоговое формирование пленки происходит при охлаждении изделия. Условия могут отличаться как скоростью охлаждения, так и средой. Прочностные характеристики покрытия и силы адгезии, в зависимости от условий формирования, может изменяться на десятки процентов. При этом для разных видов полимеров практикуется ускоренное и замедленное охлаждение . Охлаждение покрытия в пластифицирующих полимерных средах может снизить внутренние напряжения покрытия до нуля.
В отличие от термореактивных, термопластичные краски позволяют легко устранять дефекты покрытия с использованием повторного «спекания».
Несмотря на сложность колеровки, некоторые производители предоставляют порошковые краски до 250-ти цветов по таблицам RAL.
Методы работы с порошковой краской
Хотя порошковый метод окрашивания известен уже довольно долго, его техническое развитие началось сравнительно недавно. За это время появилось несколько способов проведения процесса.
- Наиболее популярным и распространенным считается электростатическое распыление. Принцип заключается в том, что частички порошка приобретают электрический заряд, проходя через распылитель. При этом обрабатываемое покрытие остается электрически нейтральным. Именно эта разница создает электрическое поле, за счет которого порошок притягивается к поверхности и прочно удерживается. Это первая стадия покраски. Далее, обработанная деталь помещается в специальную печь, где происходит нагрев при температуре около 200 градусов. Недолговременное воздействие расплавляет верхний слой, и он надежно впитывается в основание. Электрический заряд постепенно исчезает.
Схема нанесения цветного состава по электростатическому принципу
- Более сложным считается способ, который подразумевает предварительный нагрев. То есть окрашиваемое металлоизделие разогревается до определенной температуры (показатель подбирается индивидуально). При помощи распылителя частички порошковой краски наносятся на основание и плавятся. Дальнейшие действия не всегда подразумевают повторный нагрев и зависят от типа наносимого покрытия.
Предварительный прогрев хоть и дает хорошие результаты, но считается малорентабельным
- Для третьего варианта используется преимущественно термопластичный порошок. В работе применяется специальный распылительный инструмент, который снабжается камерой с горящим пропаном. Предварительно нагретые частицы, ударяясь о поверхность, формируют прочный защитный слой. Хотя такая технология позволяет окрашивать разные материалы, ее распространение сравнительно невелико.
Нагрев состава непосредственно в распыляющем пистолете требует применения термопластичных полимеров
Востребованность первого метода покраски объясняется тем, что такой вариант имеет большее технологическое развитие. С другими способами все сложнее: второй метод нуждается в тщательном подборе температуры, а третий появился сравнительно недавно.









1.4. Области применения порошковых красок
Перечень изделий, которые могут быть окрашены порошковыми красками, достаточно широк. Существуют отрасли промышленности, где особенно быстро растут темпы потребления порошковых красок. Примером могут служить покрытия внутренней поверхности труб для буровых нефтяных скважин и перекачивания нефти, функционирующие в условиях, где такие факторы, как повышенное давление, высокие температуры и присутствие вызывающих коррозию сред, способны оказывать разрушающее воздействие практически на все, за редким исключением, покрытия.
В США автомобильная промышленность потребляет около 15 % всех производимых в стране порошковых красок, и применение их все расширяется благодаря высокому качеству получаемых покрытий, по экономическим причинам, а также по соображениям экологии. Порошковые краски используются некоторыми производителями автомобилей для создания промежуточных грунтовочных слоев при получении наружных покрытий, а также для окончательной отделки внутренних деталей. Возрастает применение порошковых материалов для отделки различных автомобильных деталей, где необходима надежная защита наряду с хорошим декоративным видом. Диски колес, бамперы, рамки для зеркал, масляные фильтры, блоки двигателя, корпуса электрических аккумуляторов, рессоры — это лишь некоторые из многих деталей автомобилей, окрашиваемых порошковыми красками. Порошковые лаковые композиции для использования поверх основных наружных покрытий корпусов автомобилей являются альтернативой жидким органорастворимым лакам.
Производство товаров народного потребления представляет собой не единственную область рынка, использующую термоотверждаемые порошковые краски; на нее приходится около 17 % всего их потребления. Поскольку развивается тенденция замены силикатных эмалей порошковыми красками, использование порошков на рынке товаров народного потребления будет продолжать расти. В число областей применения порошковых материалов входит также окрашивание корпусов и кожухов различных изделий, морозильных камер, сушильных барабанов, корпусов стиральных машин и т. д.
Производство садового оборудования и инвентаря также является крупным потребителем порошковых красок (около 7 % от общего их потребления). Промышленные производства потребляют около 56 % всех порошковых материалов. Под промышленными производствами подразумеваются все другие, за исключением вышеупомянутых автомобильной промышленности, производства товаров народного потребления, архитектурных сооружений и садового оборудования и инвентаря.
Большими потенциальными областями потребительского рынка могут быть производства изделий из алюминиевого проката, представляющие в настоящее время 4% всего североамериканского рынка, потребляющего порошковые краски. Последние достижения в развитии полиэфир-тригли-цидилизоциануратных (ТГИЦ) систем и материалов на основе фторсодержащих полимеров позволили порошковым краскам конкурировать с жидкими системами при окрашивании архитектурных сооружений по прочности, атмосфероустойчивости и стойкости к обесцвечиванию. Некоторые из таких покрытий в различных строительных областях успешно эксплуатируются более 15 лет.
Порошковые краски на потребительском рынке — самый быстро растущий сегмент в структуре всех лакокрасочных материалов. Из примерно 5000 видов порошковых красок на североамериканском рынке используется около 1000 (табл. 1.1).
Таблица 1.1
Металлические субстраты | |
|---|---|
Тяжелое, транспортное и сельскохозяйственное машиностроение | Станки, трубы (газовые, нефтяные, систем мелиорации и водоснабжения), детали автомобилей и мотоциклов, велосипеды |
Приборостроение, электротехническая, радио- и электронная промышленность | Трансформаторы, конденсаторы, приборы, инструменты |
Производство товаров народного потребления, бытовой техники | Холодильники, водонагреватели, кондиционеры, отопительные радиаторы, пылесосы, металлическая мебель, детали швейных машин, корпуса газовых и электроплит, стиральных машин |
Строительство | Арматура, оборудование спортплощадок, светотехническое оборудование, металлические оконные рамы и шифер |
Неметаллические субстраты | |
Строительство | Облицовочные фасадные плитки, асбоцементные, керамические; черепица |
Производство товаров народного потребления | Декоративные керамические изделия, изделия из пластмассы, древесины |
Пошаговая схема работы
Стоит отметить, что рассматриваться будет технология порошковой покраски металла в самом простом варианте. То есть работать будем исходя из того, что у нас в наличии имеется «кустарная» покрасочная камера, а также самые простые и недорогие приспособления для реализации этого дела.
В качестве наглядного примера будем рассматривать самое обычное изделие – простой кусок металла.
Начнем.
Предварительная обработка поверхности
С заготовкой нужно сделать вот что:
- Очищаем всю поверхность металла от пыли и грязи с помощью обыкновенной мокрой тряпочки.
- Далее берем наждачную бумагу или же специальные металлические щетки и зачищаем ими все участки, на которых имеются признаки коррозии.
- Теперь нужно увеличить уровень адгезии плоскости – для этого просто напросто обезжириваем ее любым доступным растворителем.
Обезжиривание металла
- После того, плоскость очищена и обезжирена, нужно ее прогрунтовать. Для этого на изделие наносится так называемый конверсионный подслой краски. Как правило, для этого применяется краска на основе неорганических веществ. (См. также статью Грунтовка под шпаклевку: особенности.) Что это дает? Благодаря такому грунтовочному слою уменьшается риск попадания влаги и воздуха под высохшую порошковую краску. Это возможно за счет того, что поверхность металла и порошкового покрытия сцепляется не напрямую, а через эту самую пленку из промежуточной краски. То есть сцепление всех слоев становится на порядок лучше, что в конечном итоге положительно влияет на срок службы итогового полимерного покрытия и соответственно всего изделия в целом.
- И последний этап подготовительных работ – это нанесение своими руками сверху грунтовки, слоя, который состоит из соединений нитрата хрома и натрия. Это процесс называется пассивирование – он нужно для того, чтобы ржавчина не появилась на изделии в то время, пока деталь готовится к покраске.
Пример пассивированной детали
В общем-то, если все зачищено, обработано растворителями и прочими составами, то можно просушить заготовку в печи и приступать к следующему этапу.
Нанесение краски и формирование покрытия
Инструкция по покраске как раз достаточно простая.
- Изделие помещается в камеру напыления.
- При необходимости заготовка фиксируется.
- Берется пулевизатор и заготовка красится.
Кстати, имейте в виду, что если вы с помощью порошковой покраски планируете добиться стойкости детали к воспламенению, то, пожалуй, не имеет смысла применять данную технологию. Гораздо проще будет приобрести огнезащитные краски по металлу Полистил, Негорин и другие аналоги – и деньги сэкономите, и нужный эффект гарантированно получите.
Пример огнезащитной краски
После нанесения краски начинается процесс формирования твердого полимерного слоя. Подробнее об этом.
Запекание краски
Под этим термином подразумевается то, что окрашенное изделие помещается в специальную камеру, где заготовка на протяжении определенного времени подвергается воздействию высокой температуры.
В нашем случае деталь кладется в духовой шкаф – его можно изготовить самостоятельно и «запитать» от электричества, мазута или от другого горючего.
Во время «запекания» детали нужно соблюдать такие условия:
Важно придерживать рекомендаций, которые содержит инструкция конкретной краски. То есть это означает, что для получения качественного слоя должна соблюдаться определенная температура, на протяжении такого-то времени и т.п. Изделие должно прогреваться равномерно! Поэтому, если у вас жар идет от стенок «духовки», лучше поместить заготовку на чем-то вроде прутьев, чтобы она оказалась на равном расстоянии от всех стенок
Изделие должно прогреваться равномерно! Поэтому, если у вас жар идет от стенок «духовки», лучше поместить заготовку на чем-то вроде прутьев, чтобы она оказалась на равном расстоянии от всех стенок
Когда отведенное для прогрева детали время истекло, вынимаем ее из шкафа и оставляем на открытом воздухе для того чтобы она остыла.
Шкаф для термообработки окрашенных изделий
Тут плюс в том, что не требуется никакого закаливания металла – то есть фаза частого контраста холодного и горячего отсутствует. А это означает, что и цена проекта в целом снижается, и время экономится.








На этом все – по сути. Такая вот кустарная обработка изделия порошковым методом закончена. Как видите, в домашних условиях, у себя в гараже, наладить такой процесс вполне можно – было бы желание и определенная доля старания.
Подведем итоги нашего обзора.
Оборудование для порошковой покраски
Чтобы воспользоваться этим методом окрашивания, вам потребуется определенное оборудование. Среди необходимых для работы приспособлений вам понадобится:
- распылитель;
- камера для запекания краски.
При помощи распылителя будет распыляться непосредственно сам лакокрасочный материал. Этот инструмент бывает двух видов — ручной и автоматический. Камера запекания необходима для осуществления процесса полимеризации. Именно благодаря ему порошок приобретет необходимые свойства, превратившись в надежную плёнку.
Если у вас нет намерения впоследствии регулярно пользоваться технологией порошкового окрашивания, то можно не тратиться на приобретение специальной печи. Ее отлично сможет заменить обычная духовка.
Чтобы процесс покраски проходил по всем правилам, вы должны обеспечить соблюдение определенных условий:
- хорошее освещение;
- достаточная вентиляция.
Особое внимание необходимо уделить последнему пункту: не позаботившись о создании хорошей вентиляции в помещении, вы рискуете нанести серьезный вред своему здоровью. Даже если у вас нет специального помещения для проведения подобных работ, вы можете этим заниматься и в обычном гараже. Что же касается выполнения второго условия, то обеспечить достаточное освещение для качественного проведения покраски можно при помощи обычных ламп дневного света
Если вы решите пренебречь этим требованием и станете проводить порошковую покраску без использования этих источников освещения, то краска при распылении будет оседать на горячие лампы
Что же касается выполнения второго условия, то обеспечить достаточное освещение для качественного проведения покраски можно при помощи обычных ламп дневного света. Если вы решите пренебречь этим требованием и станете проводить порошковую покраску без использования этих источников освещения, то краска при распылении будет оседать на горячие лампы.
Когда вы закончите работу по окрашиванию, вам придется подумать о том, как собрать остатки краски. Лучше всего с этой задачей справится пылесос циклонного типа. Ни в коем случае не используйте обычный агрегат, так как он очень быстро засорится.
Подготовка поверхности к окрашиванию
Советуем запастись терпением, когда вы начнете подготавливать металлическую поверхность к окрасочным работам. Это потребует от вас значительных временных и трудовых затрат. Но помните, что от того, как вы проведете этот важный этап, будет зависеть и конечный результат
Поэтому уделите этому особое внимание
Во время подготовки металла к покраске вам придётся выполнить ряд этапов:
- очистить металлическую поверхность от загрязнений;
- удалить следы жира;
- обработать материал антикоррозионным составом;
- нанести фосфатирующие средства для улучшения сцепления краски.
Обработку поверхности металла можно выполнять вручную или с использованием химических средств. В первом случае вам понадобятся металлические щётки или шлифовальный диск. Дополнительно необходимо протереть металл чистой тканью, предварительно смоченной в растворителе. Второй способ предполагает использование специальных составов — кислот, щелочей и растворителей. При выборе наиболее подходящего состава исходите из типа материала, с которым вам предстоит работать и масштаба и сложности загрязнений.
Во время обработки металла не помешает нанести на него конверсионный подслой. Он защитит краску от проникновения влаги и грязи, что исключит ее отслаивание, а это позволит сохранить результат вашей работы в первозданном виде надолго. Непосредственно на конверсионный подслой можно наносить фосфатирующие средства.
В рамках подготовки поверхности к покраске необходимо не забыть выполнить такую важную процедуру, как пассивирование. Смысл ее заключается в нанесении на поверхность нитратов хрома и натрия. Благодаря этой процедуре вы защитите металл от коррозионных процессов после окрашивания.
Закончив подготовку поверхности и обработав ее необходимыми веществами, обязательно сполосните металл и высушите. После этого можно начинать саму процедуру окрашивания.
Распыление порошка
Возьмите распылитель и начинайте равномерно наносить сухую краску на подготовленную поверхность. Рекомендуется предварительно защитить рабочую зону специальной ширмой, иначе во время окрашивания краска будет разлетаться по всему помещению.
Порошковая окраска: преимущества и недостатки
Порошковая окраска металлических поверхностей имеет массу преимуществ. Основными из них является прочность, экономичность и экологичность покрытий. Данная технология исключает использование огнеопасных и токсичных жидких растворителей, поэтому такие краски являются безопасными. Отсутствие в составе растворителей снижает стоимость наносимой краски.
При этом существует огромный выбор цветовых решений и текстур формируемых полимерных покрытий. Эта методика даёт возможность выбрать любой оттенок поверхности (золотистые, серебристые, бронзовые, гранитные и др.). Также можно получить поверхность с любой степенью глянца и рельефной фактуры. Порошковая краска поставляется в готовом виде, поэтому исключается необходимость колеровки и контроля вязкости. Благодаря этому технология окраски отличается экономичностью, стойкостью, прочностью, долговечностью и отличным качеством полимера.
Этот метод позволяет получать ударопрочные антикоррозийные покрытия, которые выдерживают широкий диапазон температур (от -60 до +150 °С) и обладают максимальной электроизоляцией. На качество покрытия также не влияют резкие температурные перепады.
Экономические преимущества
- метод обработки является практически безотходным – на поверхность наносится от 96-99% порошка;
- избыточная краска, которая не осела на окрашиваемую поверхность при распылении, может использоваться повторно;
- технология является высокоавтоматизированной, благодаря чему обеспечивается лёгкость обучения мастеров;
- отсутствие растворителей исключает необходимость их испарения и удаления паров.

Экологические преимущества
- в составе отсутствуют вредные органические соединения;
- распыление является экологически чистым и безопасным;
- обеспечивается минимальная опасность возгорания;
- при нанесении не выделяются химические запахи;
- улучшаются санитарно-гигиенические условия труда;
- при полимеризации выделяется минимальное количество летучих веществ, которое в разы меньше предельно допустимых норм.
Основные преимущества
Также можно выделить следующие преимущества порошковой покраски изделий:
- получение покрытий с отличными декоративными и физико-химическими свойствами, которые недостижимы при традиционной окраске жидкими веществами;
- повышенное качество и прочность полимерного слоя;
- нет необходимости грунтовать поверхность изделий;
- благодаря 100%-ному содержанию сухого порошка краска наносится в один слой;
- полученные полимерные покрытия отличаются минимальной пористостью, благодаря чему обеспечиваются улучшенные антикоррозийные и ударопрочные свойства;
- порошковые краски затвердевают в разы быстрее, чем жидкие лакокрасочные вещества (максимум 30 минут);
- благодаря повышенной прочности полимерного покрытия повреждения окрашенных деталей и конструкций при транспортировке сведены к нулю, при этом нет необходимости специально упаковывать изделия.
Недостатки
Несмотря на многочисленные преимущества, технология порошковой покраски имеет несколько незначительных минусов:
- невозможность осуществлять колеровку – можно наносить только порошковые краски от производителя;
- невозможность устранять локальные дефекты покрытий – в данном случае нужно красить всю площадь поверхности;
- возможность обработки изделий только из термостойкого материала (металл, стекло, камень), которые способны выдерживать температуру до 200 °С;
- габариты окрашиваемых деталей ограничиваются размером камер полимеризационных печей.
Покрасочное оборудование для изделий из металла
Металлоконструкции разных габаритов и форм покрываются лакокрасочными материалами в специальных окрасочно-сушильных камерах (ОСК). Их устанавливают на промышленных объектах и оборудуют системой фильтрации, отвечающей за переработку воздуха.
В зависимости от конструктивного исполнения различают несколько видов ОСК:
- проходные,
- тупиковые,
- одномоторные или двухмоторные,
- с верхним размещением путей,
- с ручной или механической подачей изделий.
Чтобы свести к минимуму негативное влияние вредных паров краски при вдыхании на работников, в камерах устраивают качественные вентиляционные каналы.

Окрасочное помещение состоит из следующих элементов:
- главного корпуса;
- фильтрации;
- вентиляции;
- теплогенератора.
Изредка в качестве самостоятельных сооружений монтируют сушильные камеры, которые служат дополнением к покрасочным кабинам. После того как изделие было окрашено, его транспортируют в сушилку для обезвоживания покрытия. В камере поддерживают определенный температурный режим, чтобы краска быстрее высохла. Помещение включает приточно-вытяжную систему вентиляции, где воздух разряжается и, пройдя через фильтры, очищается.




![Покраска металлических изделий 👉 [основные методы]](https://merkrasok-shop.ru/wp-content/uploads/0/e/c/0ec31ec698fe1db8f55d539ae5cff614.jpeg)


В группу лакокрасочного оборудования входят также краскораспылители, которые предназначены для нанесения на металл краски и прочих похожих жидкостей. Аппарат состоит из резервуара, шланга, прикрепленного к выходному отверстию, и всасывающего фильтра с распыляющей головкой. По принципу действия краскопульты делятся на два типа: ручные и автоматические.
- В ручных краскораспылителях, чтобы краска попала внутрь распылительной головки, давление создается путем последовательного нажатия на рычаг или рукоятку вручную. Подобным оборудованием удобно окрашивать небольшие по размеру конструкции.
- В автоматических распылителях раствор всасывается без участия оператора при помощи встроенного насоса. Оборудование подключается к сети и обладает высокой производительностью.
Для покраски металлоконструкций допускаются к работе только пожаробезопасные поршневые наносы с пневматическим приводом, учитывающие вязкость ЛК материала.

Покраска металлоконструкций – пошаговый алгоритм
Любая металлоконструкция будет иметь привлекательный свежеокрашенный вид на протяжении долгого времени, если с покрываемой поверхности заранее удалить грязь, пыль, смазку и ржавчину.
Сначала изделие транспортируют на тележке по подвесным моноельсам в покрасочную камеру, где при помощи специального пистолета наносится порошковая краска. Под воздействием электрического заряда частицы краски попадают на поверхность.
Камеры проходные, поэтому присутствует отдельный вход для загрузки и выгрузки конструкций. Поскольку в процессе окрашивания скапливается много пыли, в помещении есть вентиляция. В зависимости от объема работ и размера окрашиваемого изделия полимерный порошок подается вручную или автоматически.
Второй шаг – полимеризация. После того как металл покрыт полимерной краской, его направляют на 30-60 мин в камеру, нагретую до 2000С, чтобы полимерный слой нагрелся, расплавился и равномерно заполнил всю площадь.
Обратите внимание
Перемещать громоздкие и тяжелые металлические единицы необходимо аккуратно, иначе свежая порошковая краска может осыпаться.
В жидком состоянии краска растекается и образует тонкую пленку, накрепко соединяясь с металлом.
Завершающим этапом окраски является остывание. Температуру в камере понижают до 40-600С. Изделия на тележках перевозят на площадку. Здесь металлоконструкции оставляют остывать до нормальной температуры.





